
金型加工の簡易化とコスト削減
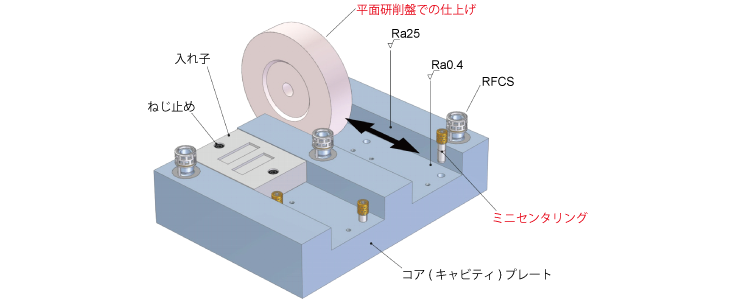
従来の金型では、入れ子の位置精度を出すために、入れ子を入れるポケットの加工に治具研削加工が必要となり、大幅なコストアップとなってしまいます。
この入れ子の位置決めにミニセンタリングを用いることで、入れ子の位置決め精度がミニセンタリングにより出せるため、プレートの加工はポケット加工から溝加工へ転換できます。そのため、治具研削盤から平面研削盤での仕上げにできるため、金型加工の簡易化と加工コスト削減が可能となります。
カセット金型の運用でコスト削減
「段取り時間を削減したいが、でも入れ子の交換が多いから、段取り時間削減のために入れ子毎のモールドベースを作らなければいけない…」
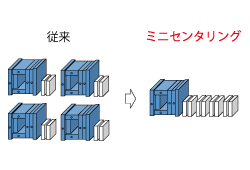
ミニセンタリングを用いた金型は入れ子の交換が素早くできるため、1つのモールドベースで複数の入れ子を運用でき、コスト削減や生産性向上が期待できます。
高精度な位置決めが簡単に
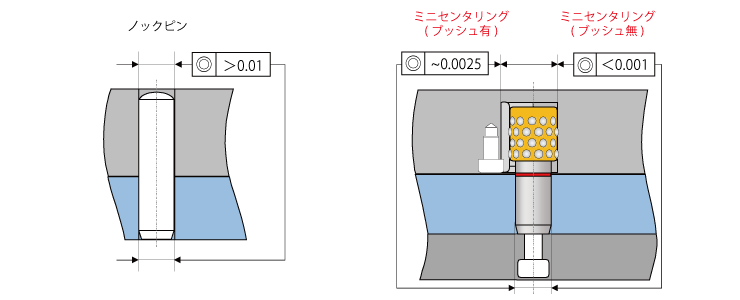
モールドベースへの入れ子の取り付けはベアリングを用いるため、作業者スキルに関係なく高精度な位置決めが可能となります。
さらに、同軸度はノックピンよりも優れ、繰り返し精度の高い位置決めが可能です。
段取り時間の短縮・稼働時間の効率化・短納期化
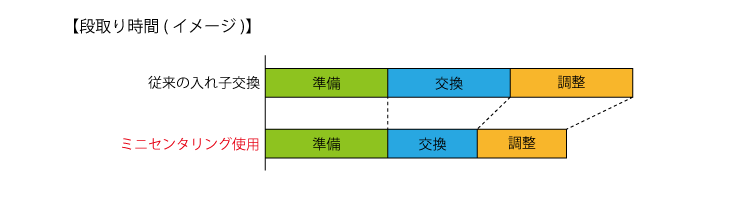
段取り時間(入れ子の交換)が短縮できるため、稼働時間を増やすことができ、生産性が改善できます。また、生産性を向上することで短納期化も期待できます。
スライドコアへの適用
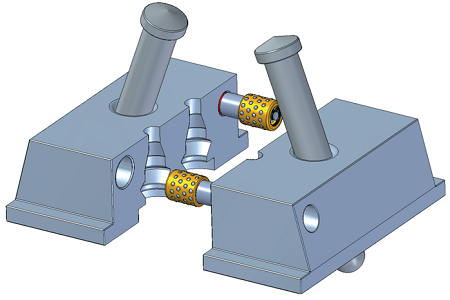
スライドコアの位置決めにベアリングを使うというアプローチはこれまでありませんでした。
アンギュラピンとの摺動が悪く位置ズレが発生するという悩みが解消されます。
各部寸法
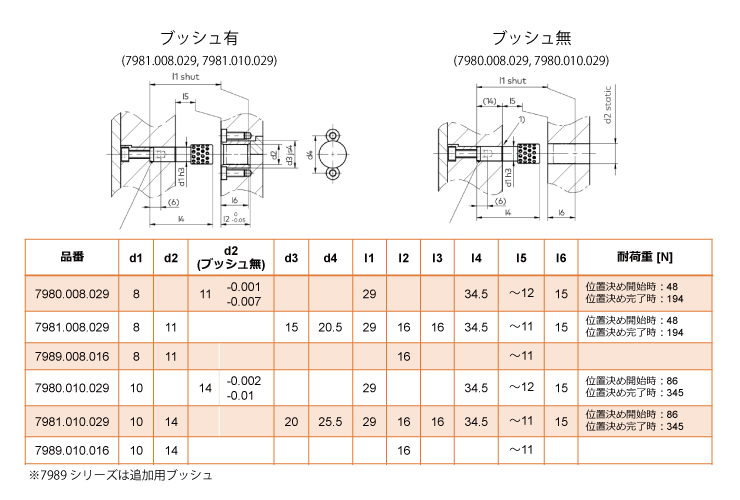
※注意※
ブッシュ無を使用する場合、入れ子の硬さはHRC52以上が推奨となります。
仕様
| 材質 | 本体 | 16MnCr5(JIS SMnC420相当) |
| リテーナ | 真鍮 | |
| ローラー、ブッシュ | 100Cr6(JIS SUJ2相当) | |
| 硬さ | 16MnCr5 | HRC61-63 |
| 100Cr6 | HRC62-64 | |
| 推奨はめあい穴公差 | JS4 | |
| 耐熱温度 | 170℃ | |
| 付属品 | M4x16 1本(7980、7981シリーズ) | |
| M4x8 2本(7981、7989シリーズ) | ||
| 取付方法 | 軸 | ネジ止め |
| ブッシュ | ネジ止め | |
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)

お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品リンク
関連製品の詳細については以下バナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)



製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)


カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
(クリックすると新たなタブが立ち上がります)

