Zシリーズ(垂直方向・微細タップ仕様)
概要
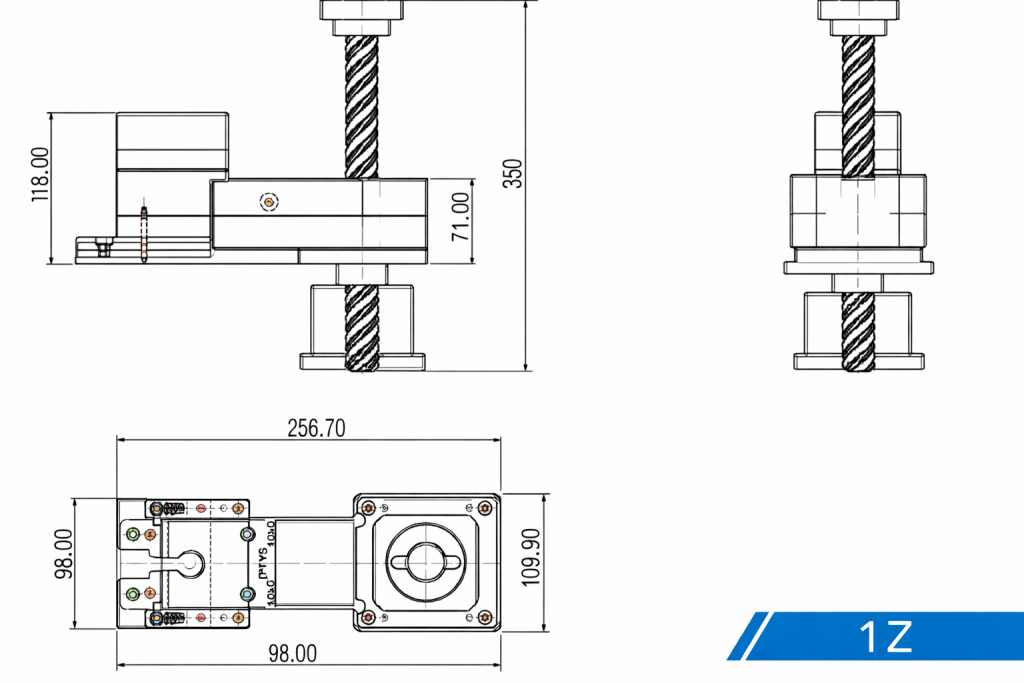
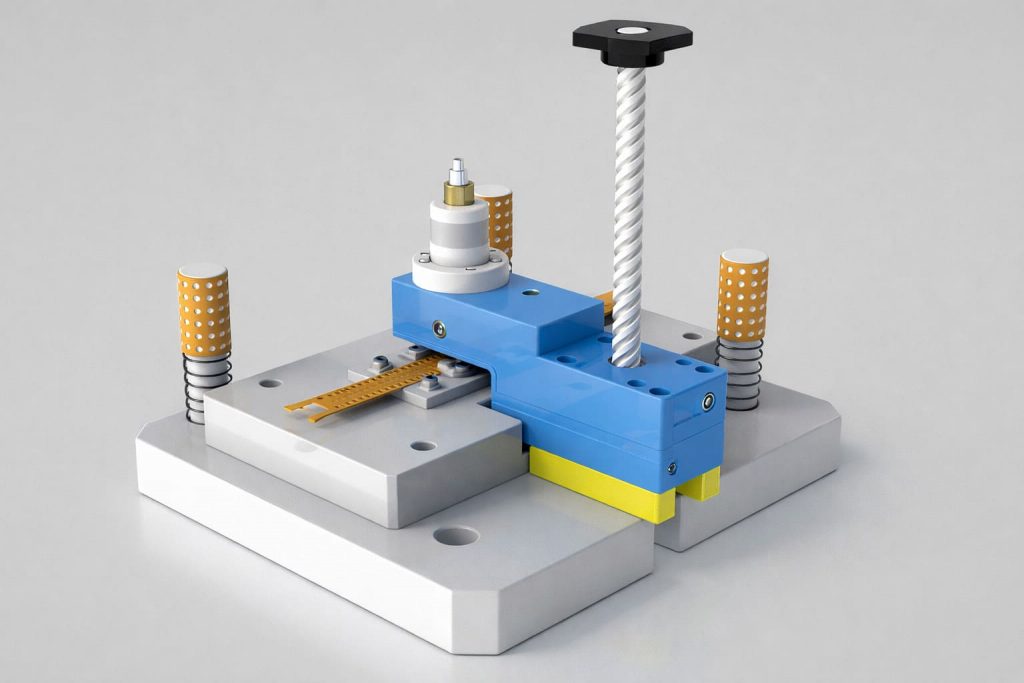
Zシリーズはプレス機の上下動をスクリューの螺旋運動へ変換し、垂直方向にタップ加工するメカニカルタイプのタップユニットです。インナーチャック仕様で小径・狭ピッチへ有利で、微小精密部品に最適です。標準でφM0.6〜M12まで対応します。
・小径仕様のため、精密電子機器や時計などの小型部品に向いています。
・シリーズで最も小さいストローク20mm対応となります。
・マルチタップ仕様の場合、タップ間のピッチが最小13mmまで可能です。
主な仕様
| 項目 | 仕様 | 補足 |
|---|---|---|
| 固定方法 | ストリッパ固定 | |
| タッピング方向 | 垂直方向 | 横穴・斜め穴は B / X をご検討ください |
| 必要ストローク | 20mm~500mm | ダイハイトによりスクリュー全長を調整 |
| 対応タップサイズ | φM0.6〜M12 | UN/JIS/BSW 等も対応 |
| 最小穴中心距離 | 13 mm | ワーク形状・治具構成で変動 |
| チャック | インナーチャック | タップの交換は分解が必要 |
| 同時加工穴数 | 1穴〜24穴(同期) | 異径・異ピッチ混在OK |
| タップ交換時間 | 分解が必要なため時間がかかる | |
| 設置形式 | 一体型/分割型(吊掛け式・押し込み式) | 位置決め・ガイドは案件に合わせ最適化 |
| 生産速度 | 最大150SPM | 材質・径・潤滑条件により異なる |
モデルと型式の見方
ラインアップ例:1Z, 2Z, 3Z, …, 24
・パンチストローク範囲:20~500mm
・想定穴数:1~24穴
・基準:中心点基準
・設置タイプ:吊掛け式・押し込み式
・カスタマイズ:非標準ピッチ/ギア歯数変更 等に対応可
型式表記の例
例)DZX-1Z/F-T-W
・1Z:Zシリーズ(単孔)※2Z/3Z…は多孔仕様
・F:非標準(ねじ中心とスクリュー中心距離が標準外)を示す内部識別
・T:プレスストローク(上死点~下死点)
・W:スクリュー径(標準19mm、他サイズ可)
他シリーズとの比較・使い分け
| ZRシリーズ(アウターチャック・φM2〜M24) | 上下面の汎用・大径を含む幅広いレンジ |
| ZGシリーズ(多孔に強い) | 型剛性重視・多孔同期でタクト短縮 |
| Xシリーズ(斜め方向・多方向) | 傾斜穴や複合方向の同時タップ |
| NCシリーズ(サーボ) | 金型内 / オフライン(金型外)両対応、複雑な加工条件の場合に有利 |
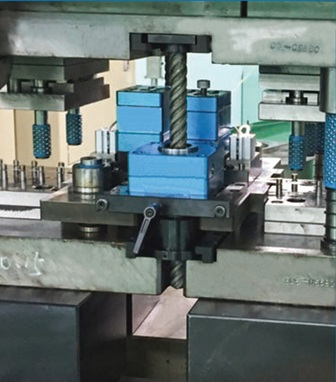
設置イメージ
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。
関連リンク


概要
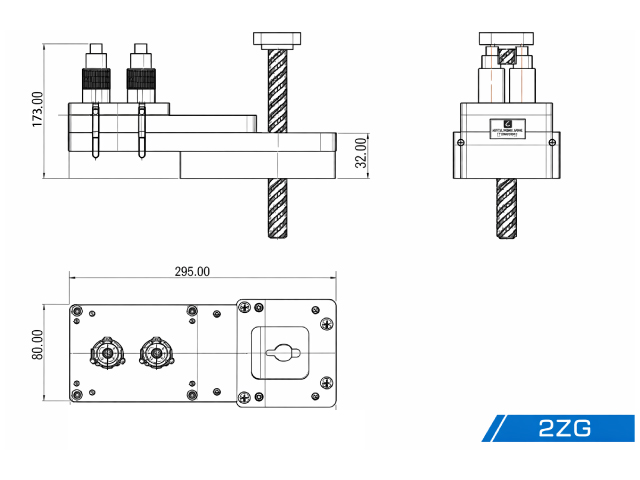
ZGシリーズはプレス機の上下運動をスクリューの螺旋運動へ変換し、垂直方向にタップ加工するメカニカルタイプのタップユニットです。ZRシリーズと異なるのはダイプレート固定を採用していますφM2〜M12(UN/JIS/BSW等)に対応し、単孔〜多孔まで拡張可能です。
・形状が3次元的でストリッパーがフラットに素材を押さえられない金型に向いています。
・質量の大きいダイプレートは剛性が高いため大型になりそうな場合はZGシリーズが向いています。
・ZRシリーズで付属するスクリューホルダーがありません。金型下側にスクリューの逃がしスペースが
乏しくなりそうな金型に向いています。
※案件条件に合わせ最適レイアウトをご提案します。
主な仕様
| 項目 | 仕様 | 補足 |
|---|---|---|
| 固定方式 | ダイプレート固定 | ZR/Zはストリッパープレート固定 |
| タッピング方向 | 垂直方向 | |
| 対応タップサイズ | φM2〜M12 | UN/JIS/BSW 等に対応 |
| 最小穴中心距離 | 32 mm | ワーク/チャック構成で変動 |
| チャック | アウターチャック (M5以下=標準タイプ / M6以上=内部スプリング付き・星型) | |
| 同時加工穴数 | 1穴〜24穴(同期) | 異径・異ピッチ混在OK |
| タップ交換時間 | 約1分 | 本体分解不要のクイック交換 |
| 設置形式 | 一体型/分割型(吊掛け式・押し込み式) | 位置決め構造は案件に合わせ設計 |
| 必要ストローク | 50mm~500mm | |
| 生産速度 | 最大 150 SPM | 材質・径・潤滑条件により異なる |
基本寸法および型式の見方
ラインアップ例:1ZG, 2ZG, 3ZG, …, 24ZG
他シリーズとの比較・使い分け
| ZR(ストリッパープレート固定・垂直) | 順送での上下面タップに強み |
| Z(インナーチャック・小径) | M2以下で狭ピッチ・省スペースに有利 |
| Xシリーズ(斜め方向・多方向) | 傾斜穴や複合方向の同時タップ |
| NCシリーズ(サーボ) | 金型内 / オフライン(金型外)両対応、複雑な加工条件の場合に有利 |
設置イメージ
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。
関連リンク

概要
ZRシリーズはプレス機の上下運動をスクリューの螺旋運動へ変換し、垂直方向にタップ加工するメカニカルタイプのタップユニットです。最もベーシックなシリーズです。アウターチャック仕様で高い把握力と汎用性を両立。φM2〜M24まで対応し、単孔〜多孔まで拡張可能です。タップは基本的には転造タップを使用します。
・順送金型でワークをしっかりと押さえたいタップ加工に適しています。
・M12を超えるサイズの大径タップにも対応します。
・シングルタップ標準モデルでは一番扱いやすい基本的なモデルです。
主な仕様
| 項目 | 仕様 | 補足 |
|---|---|---|
| 固定方式 | ストリッパ固定 | Zはダイプレート固定 |
| タッピング方向 | 垂直方向 | 横穴・斜め穴は B / X をご検討ください |
| 必要ストローク | 50mm~500mm | |
| 対応タップサイズ | φM2〜M24 | UN/JIS/BSW 等に対応 |
| 最小穴中心距離 | 32 mm | ワーク/チャック構成で変動 |
| チャック | アウターチャック (M5以下=標準タイプ / M6以上=内部スプリング付き・星型) | |
| 同時加工穴数 | 1穴〜24穴(同期) | 異径・異ピッチ混在OK |
| タップ交換時間 | 約1分 | 本体分解不要のクイック交換 |
| 設置形式 | 一体型/分割型(吊掛け式・押し込み式) | 位置決め構造は案件に合わせ設計 |
| 生産速度 | 最大 150 SPM | 材質・径・潤滑条件により異なる |
※ 過負荷保護はモデル構成により有無が異なります。必要な場合はご相談ください。
基本寸法および型式の見方
例)DZX-1ZR/25-180
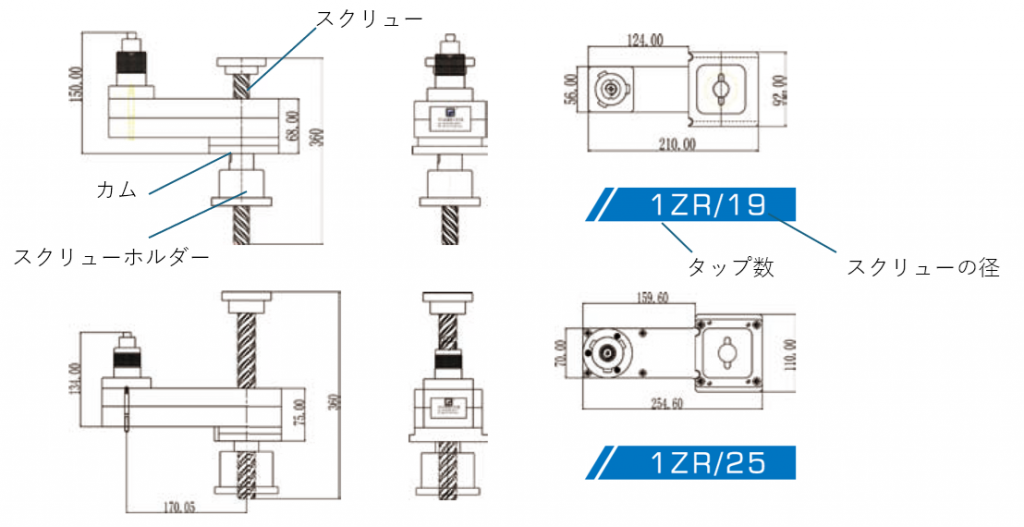
・1ZR:ZRシリーズ(単孔)※2ZR/3ZR…多孔使用
・25:スクリュー径(標準19mm、他サイズ(25/32mm)も対応可)
・180:プレスストローク(上死点~下死点)
・F:非標準(スクリュー中心とネジ中心距離が標準外)などの内部識別子
他シリーズとの比較・使い分け
| Zシリーズ(インナーチャック・小径向け) | 挟ピッチ・省スペースで有利 |
| ZGシリーズ(多孔に強い) | 多孔同期でタクト短縮 |
| Xシリーズ(斜め方向・多方向) | 傾斜穴や複合方向の同時タップ |
| NCシリーズ(サーボ) | 金型内 / オフライン(金型外)両対応、複雑な加工条件の場合に有利 |
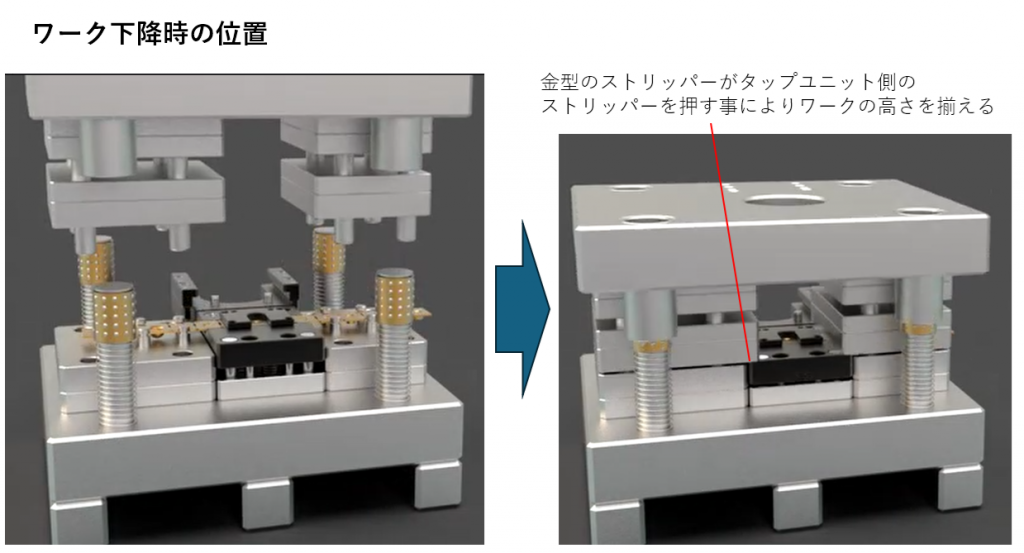
基本的構造
タップユニット周辺にはワークを押さえるためのストリッパープレートやダイプレート、ガイド、バネの設置が必要となります。
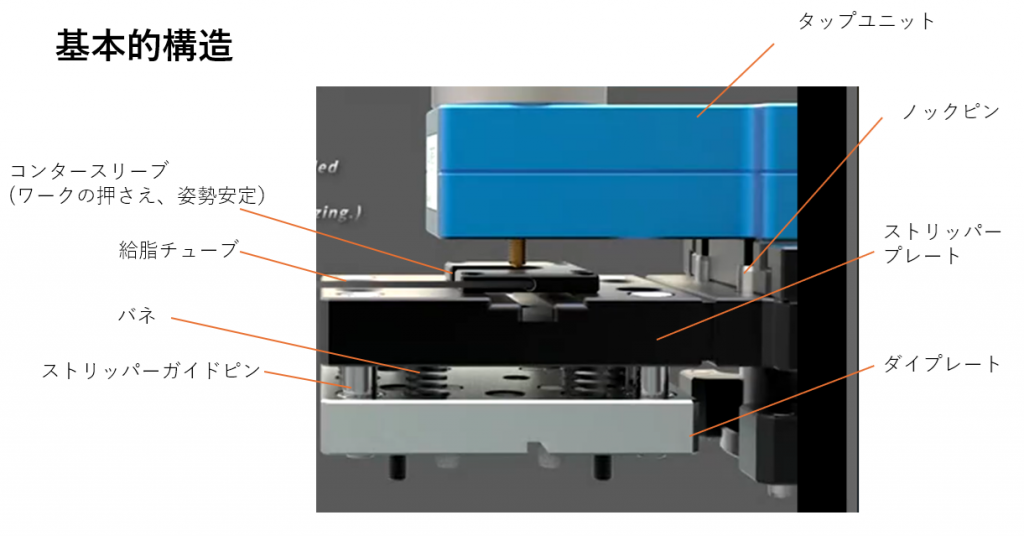
下の事例ではストリッパープレートがワークの流れるダイプレートと高さを合わせつつ、バネを設置してワークの押さえを実施します。
よくあるご質問(FAQ)
止まり穴と貫通穴の両方に対応しますか?
はい、どちらも対応可能です。切りくず処理や潤滑条件はワークに合わせてご提案します。
多孔加工で異径・異ピッチを同時にできますか?
可能です。ピッチ同期とトルク配分の設計が必要なため、図面をご提供ください。
最小の穴ピッチやスペース制約が厳しいのですが設置可能ですか?
最小穴中心距32㎜が目安です。さらに小さい場合はZシリーズをご検討ください。
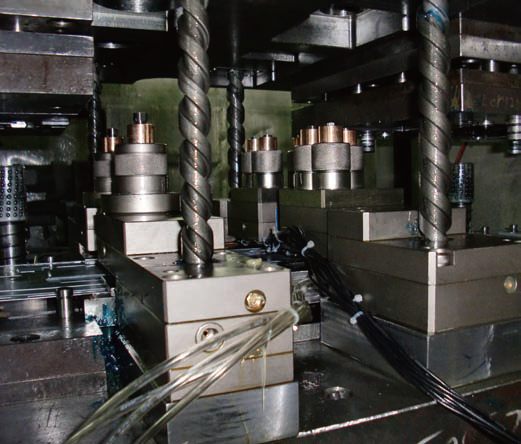
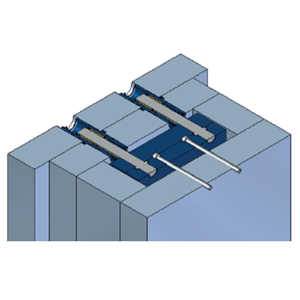
ロングストローク金型での設置例
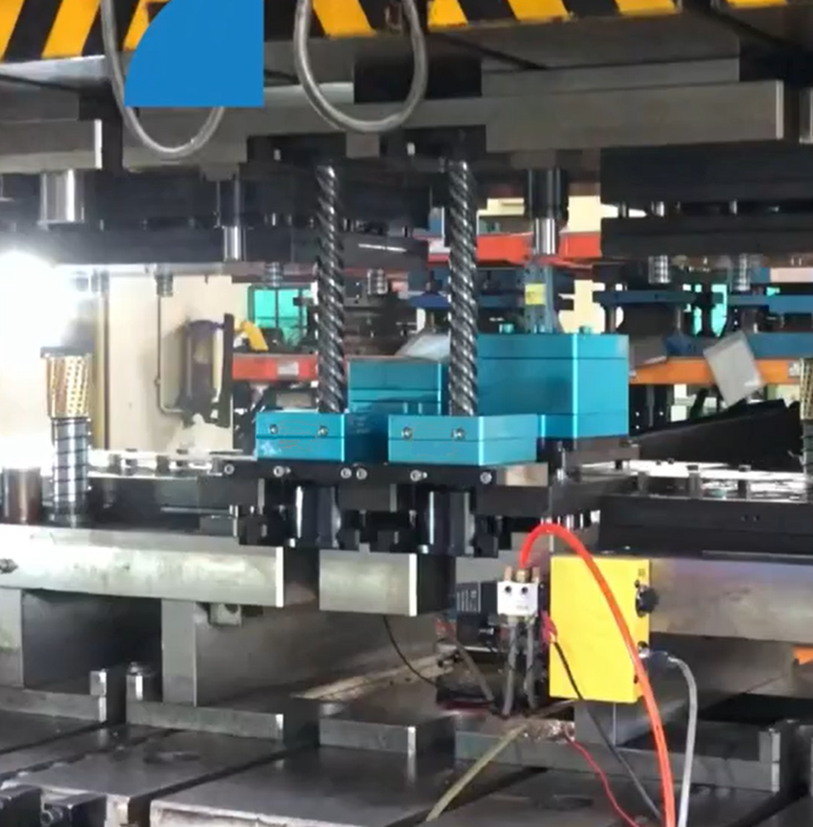
マルチタップ仕様の事例です。トルクの確保のためにロングストローク仕様にしています。ロングストロークになるとスクリューのストローク量も長くなるためダイセット下にスペーサーを作り、スクリューの逃がしを設けています。またストリッパープレートでのワークの押さえのためにガススプリングを設置しています。
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。
関連リンク
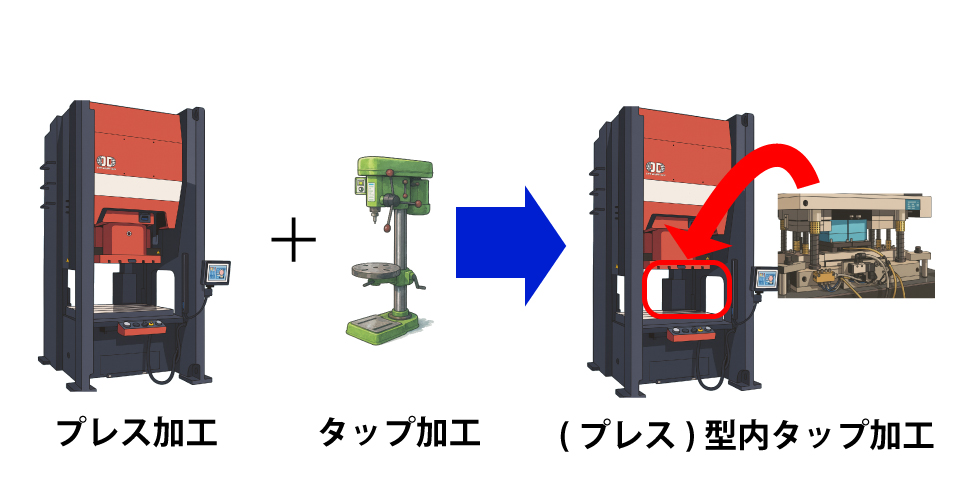
アガトン機械式タップユニットでできること
アガトンの金型内タップユニット(機械式)は、プレス工程の中にタップ加工を組み込み、「プレス+タップ」を1工程化できるシステムです。従来のように、プレス後にワークを搬送し、別工程でボール盤やタッピング盤にかける必要がないため、搬送・段取り・再位置決めといった二次加工のムダを大きく削減できます。
さらに、プレスの上下動を回転運動へ変換する機械式スクリュー方式により、最大150SPMの高速タッピングや複数箇所同時加工に対応できます。量産現場においては、生産性向上だけでなく、仕掛在庫の削減、人件費の低減、設備集約による省スペース化にもつながります。
また、本ユニットでは転造タップを採用するため、切りくずを出さずにねじを成形でき、工具寿命の延長やねじ強度の向上にも有利です。検出システムや潤滑ユニットを組み合わせることで、折損や誤送りによる金型損傷リスクも低減できます。
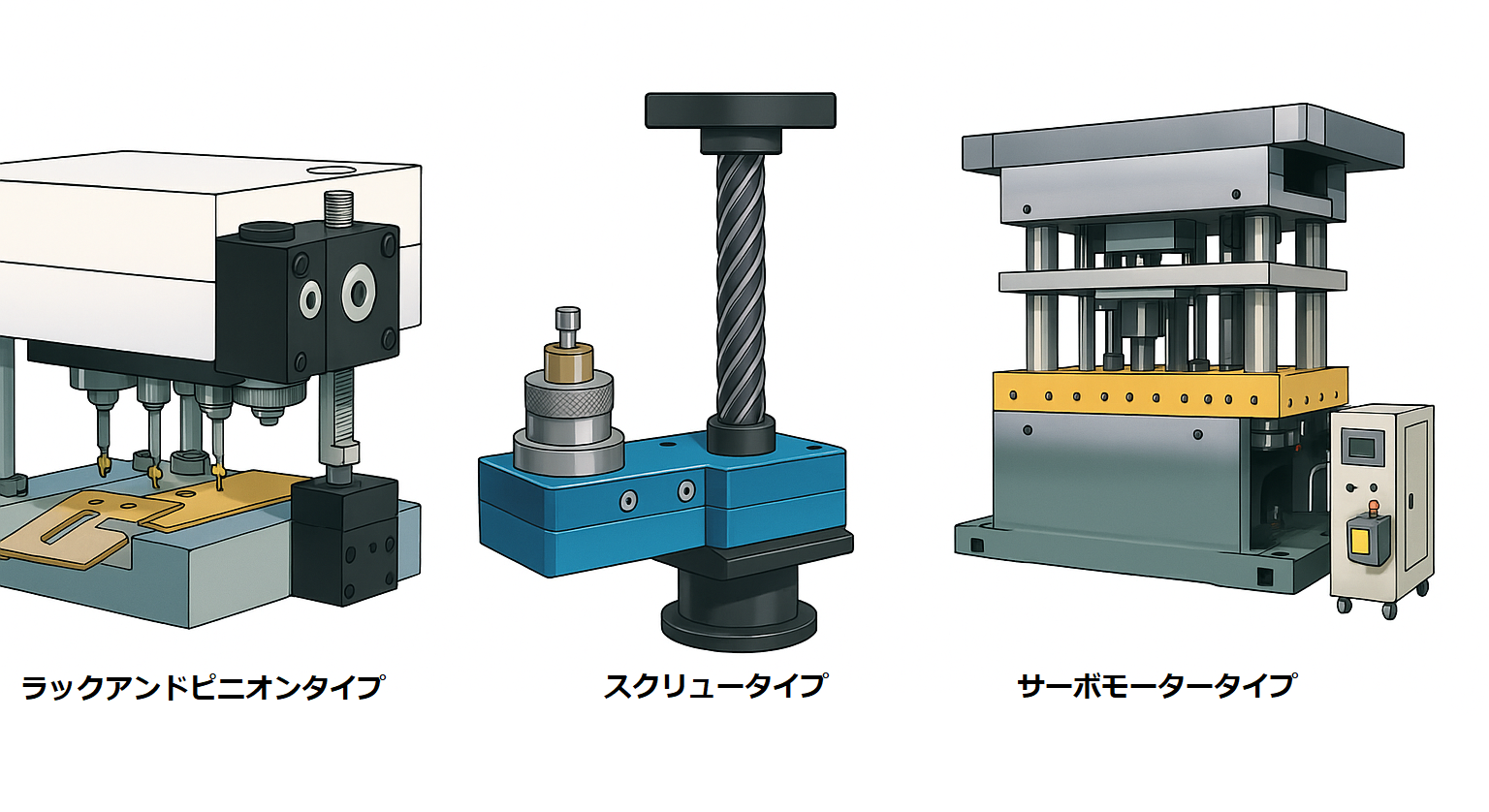
アガトンが機械スクリュー方式を主力とする理由
金型内タップユニットには、機械式とサーボ式がありますが、アガトンでは量産ラインで求められる高速性・高トルク・構造のシンプルさを重視し、主力として機械スクリュー方式を展開しています。
機械スクリュー方式は、プレスの上下動を安定して回転運動へ変換でき、多条ねじや複数穴同時加工にも対応しやすい構造です。特に、量産プレスと同期した高速加工との相性がよく、設備全体を大掛かりな制御系にせずに構成できる点が大きなメリットです。
ラックアンドピニオン方式は小径用途では有効ですが、トルク面で適用範囲が限られます。一方でサーボ式は柔軟性に優れるものの、機械スクリュー式に比べると制御装置や電源系統を含めた構成が大きくなりやすく、量産用の標準構成としては過剰になる場合があります。
そのため、アガトンでは量産現場で最も導入しやすく、かつ高い生産性を発揮しやすい機械スクリュー方式を中心に提案しています。
アガトン機械式タップユニットのシリーズラインナップ
アガトンの機械式金型内タップユニットは、加工サイズ、タップ方向、チャック方式、設置方法に応じてシリーズ展開されています。標準量産向けのZR/ZGを中心に、微細ねじ向けのZ、高負荷量産向けのV、横方向加工用のB、角度可変対応のX、トランスファープレス向けの6JSなど、用途に応じた選定が可能です。
機械式スクリュー方式タップユニットの分類
加工穴数・サイズ・方向・チャック方式・設置方法ごとにシリーズを整理しています。










| 分類 | タイプ | 主な用途・特徴 | 該当シリーズ |
|---|---|---|---|
| 加工穴数 | シングルタップタイプ | 1つのねじ穴を安定加工。 段取り容易で汎用性が高い。 | ZR |
| マルチタップタイプ | 複数穴を同時加工。 ピッチ同期でタクト短縮。 | ZR(マルチ), ZG | |
| 加工サイズ | 微細タイプ | 小径・精密部品向け。 芯出し・ガイド精度・潤滑管理が重要。 | Z |
| 大径タイプ | 自動車・家具などの大径タップに対応。 高剛性レイアウトが前提。 | ZR(大型), ZG(大型) | |
| 加工方向 | 縦方向 | 一般的な上下面からの加工。 レイアウト自由度が高い。 | ZR, Z |
| 横方向 | 側面からのタップ。 干渉回避や形状自由度を確保。 | B | |
| 斜め方向 | 傾斜穴・多方向同時の要求に対応。 (角度調整機構/専用治具) | X | |
| チャック方式 | アウターチャック | 高把握力・交換容易。 必要スペースはやや大きめ。 | ZR, ZG, X, K, V |
| インナーチャック | 省スペースで小径・狭ピッチに有利。 | B, Z(小径) | |
| 両対応 | 外側・内側の両チャックに対応。 段取り自由度が高い。 | G | |
| 設置方法 | ストリッパープレート固定型 | 材料追従性が高く、量産で安定。 メンテも容易。 | ZR, Z |
| ダイプレート固定型 | 剛性重視。 大型金型・高荷重でも位置精度を確保。 | 8S, ZG | |
| トランスファープレス対応型 | 工程間搬送と同期して一括タッピング。 段取り短縮に有効。 | 6JS |
スペック表
※サーボモータータイプは別ページにてご案内致します。
| シリーズ | タップサイズ | タップ方向 | チャック | スクリュー径 (mm) | ストローク (mm) | 最小穴 中心距離 (mm) | シリーズ特性 |
|---|---|---|---|---|---|---|---|
| Z | M0.6~M2 | 垂直 | インナー | 19/25/32 | 20~300 | 10 | 微細小径特化モデル |
| ZG | M2~M12 | 垂直 | アウター | 19/25/32 | 50~500 | 10 | 高剛性スタンダードモデル |
| ZR | M2~M24 | 垂直 | アウター | 19/25/32 | 50~500 | 32 | ワイドレンジ対応モデル |
| K | M2~M12 | 垂直 | アウター | 19/25/32 | 50~500 | 10 | 中心軸型バランス設計 標準量産向け汎用モデル |
| V | M2~M12 | 垂直 | アウター | 19/25/32 | 50~500 | 10 | 高耐久・高剛性構造 高トルク/厚板量産向け |
| B | M2~M12 | 横方向 | インナー | 19/25/32 | 50~500 | 10 | 横方向専用モデル |
| X | M2~M12 | 0~90°可変 | アウター | 19/25/32 | 50~500 | 10 | 角度可変特殊モデル |
| 6JS | M0.6~M12 | 縦・横方向 | 専用構造 | 19/25/32 | 制限なし | 10 | トランスファープレス特化 |
| G | M0.6~M12 | 縦・横方向 | 両対応 | 19/25/32 | 可変対応 | 10 | ワークステーション型 |
転造タップについて
この金型内タップユニットでは切削タップを使用しません。転造タップを使用します。下穴の内径を塑性変形させ、穴の内部から押し広げるようにねじ山を加工するタップ方法です。特定メーカー専用品に限定されるものではありません。タップサイズ、シャンク形状、チャック方式、下穴径、被加工材、潤滑条件などの条件が適合していれば、彌満和、OSG、田野井、不二越など各社の転造タップを使用できます。一方で、金型内タップは一般的な単体加工機とは使用条件が異なるため、タップ全長、ねじ長さ、首下寸法、押込みトルク、加工速度まで含めて事前確認することが重要です。
特徴は以下の通りです。
切りくずが出ない
切削ではなく塑性加工のため切りくず処理が不要。
工具寿命が長い
刃欠けのリスクも少ないため、工具交換を抑える事が可能。
加工速度が速い
1工程でねじ山を形成できるため、加工時間が短い。
材料歩留まりが良い
切りくずが出ないため、材料のコスト効率が高い。
めねじ強度が高い
金属組織が切断されないため、ねじ強度が高い。
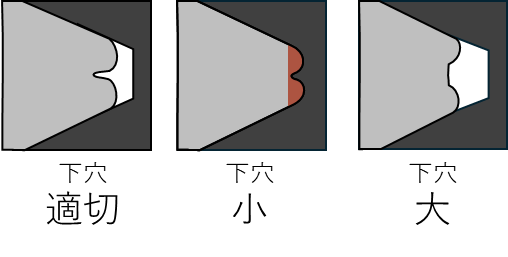
下穴径には注意が必要
下穴径が小さすぎるとトルクが増加し、タップ摩耗促進や破損の原因になります。下穴径が大きすぎると、ねじ山が小さくなりねじ強度が低下します。
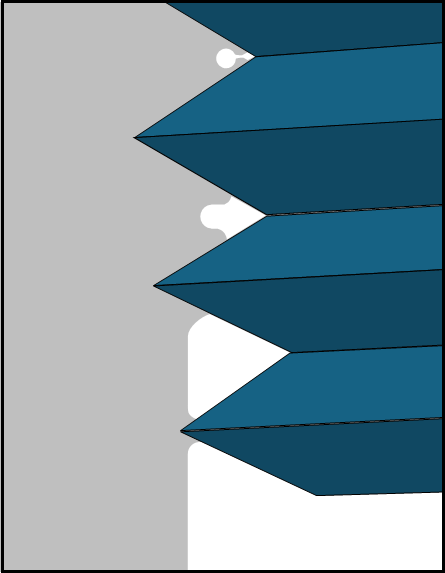
下穴径の設定により形成されるねじ山の違い
転造タップは下穴の径の設定が非常に重要です。下穴径が小さいと形成された山がタップの摩耗を促進し、下穴径が大きいとねじ山が十分に形成されず、十分なタップ精度を得られません。下穴径の計算方法については技術ページにて解説します。
インナーチャックとアウターチャックについて
模内タップユニットのチャック形式は、アウターチャック型とインナーチャック型の2種類に分かれます。タップ径、設置スペース、メンテナンス性に応じて最適な形式を選定します。
■ アウターチャック型(Outer Chuck Type)
M2~M45まで対応する汎用タイプです。高トルク用途や量産金型で広く採用されています。ZR・ZG・X・Vシリーズなどが該当します。
■ インナーチャック型(Inner Chuck Type)
主にM2未満の微小ねじや、省スペース設計、横方向加工に適した形式です。ZシリーズやBシリーズが該当します。
■ タップ保護システム(External / Internal Protection)
材料送り不良、下穴ズレ、プリパンチ未加工、パンチ折損などの異常時に、タップが材料へ衝突して折損・ねじ山不良を起こすリスクがあります。保護システムが作動するとタップを3~5mm退避させ、衝突を回避してタップと金型を保護します。
・タップ破損の防止
・ねじ山品質の維持
・金型損傷リスクの低減
・不良連鎖の防止

外置式はメンテナンス性に優れ、高トルク用途に適します。内蔵式はコンパクト設計が可能で、省スペースレイアウトに有利です。
金型内タップユニット導入の進め方
国内では、金型内でのタップ加工はまだ一般的とは言えず、「どのように設計すればよいのか分からない」「失敗した時のリスクが心配」といった理由から、導入に踏み切れないケースも少なくありません。しかし、正しい手順で検討を進めれば、工程集約・生産性向上・品質安定といった大きなメリットを得ることが可能です。
ここでは、金型内タップユニット導入の代表的な2つの進め方をご紹介します。
① ガイドラインに沿って自社設計する方法
タップ工具メーカーやユニットメーカーが提示している設計ガイドライン(下穴径、推奨回転数、タップ径の限界、潤滑条件など)に基づいて、自社で金型設計を行う方法です。
・タップ径・ピッチと板厚の確認
・転造タップの選定
・下穴径の設定
・潤滑方式(ミスト/非ミスト)
② メーカーにCADを提出して提案してもらう方法
「社内に設計ノウハウがない」「初回は確実に成功させたい」という場合には、金型CADデータをメーカーに提出し、設計を提案してもらう方法が有効です。
設計ノウハウ保護の観点から、パンチやダイの詳細形状は不要です。
各プレート厚み、ダイハイト、ストローク量、設置スペース制限などが分かる簡易3Dデータをご提供いただければ、加工条件を踏まえたレイアウト案をご提案します。
これにより、金型構造上のリスク、情報漏洩リスクを事前に回避しながら導入を進めることができます。プロセスとしては以下のようになります。

概要
Klübersynth(クリューバーシンス) HB 74-401は、高品質の合成炭化水素基油とポリウレア増ちょう剤を含む潤滑グリースです。この組み合わせにより、広い温度範囲で長期間の潤滑が可能になります。PFAS対策グリスもしくはフッ素グリスの代替として有効です。
用途
・射出成形金型のボール/ローラガイド
・RFCS
・AGS
製品特性
| 評価項目 | 単位 | 条件 | KlubersynthHB74-401 |
|---|---|---|---|
| 基油 | – | – | 合成炭化水素 |
| 外観 | – | – | ベージュ |
| 温度下限 | ℃ | – | -40 |
| 温度上限 | ℃ | – | 200 |
| 増ちょう剤 | – | – | ポリウレア |
| ちょう度 | – | 60W, 25℃ | 2号 |
| 重量 | 1kg缶 |
注意事項
・ご使用の際はSDSを一読の上、ご使用ください。
・本製品はRoHS規制準拠の製品となります。
・環境関連物質不使用の製品となります。
関連技術情報ページ
関連製品リンク
関連製品の詳細については以下バナーよりご覧ください。

製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。


カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。


概要
AMBLYGON(アンブリゴン) TA 30/2は、鉱油とポリウレアを基油とした長期使用可能な高温用潤滑グリースです。耐熱性と耐水性、耐腐食性に優れ、-15℃から160℃の広い温度範囲で使用できます。PFAS対策グリスもしくはフッ素グリスの代替として有効です。
用途
・射出成形金型のボール/ローラガイド(~160℃)
・RFCS (130℃~160℃)
・AGS (130℃~160℃)
製品特性
| 評価項目 | 単位 | 条件 | AMBLYGON TA 30/2 |
|---|---|---|---|
| 基油 | – | – | 鉱油 |
| 外観 | – | – | ベージュ |
| 温度下限 | ℃ | – | -15 |
| 温度上限 | ℃ | – | 160 |
| 増ちょう剤 | – | – | ウレア |
| ちょう度 | – | 60W, 25℃ | 2号 |
| 重量 | 1kg缶 |
注意事項
・ご使用の際はSDSを一読の上、ご使用ください。
・本製品はRoHS規制準拠の製品となります。
・環境関連物質不使用の製品となります。
関連技術情報ページ
関連製品リンク
関連製品の詳細については以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
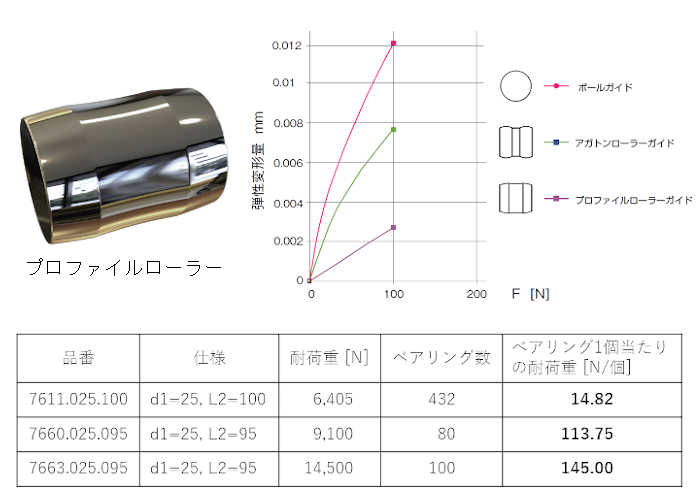
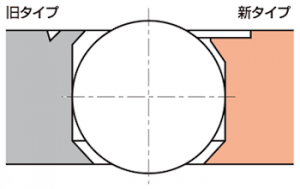
プロファイルローラーとは
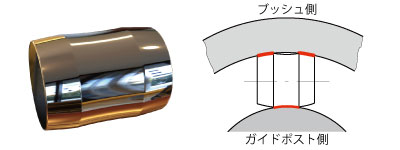
プロファイルローラーは円筒ころを基に、偏摩耗しにくい形状でありながら剛性を極力落とさない形状に進化させたローラーベアリングです。
形状は精度の出しやすい丸物のガイドポストやガイドブッシュが使えるようにし、接触点は円筒ころの剛性を極力損なわないように線であたるように改良されました。
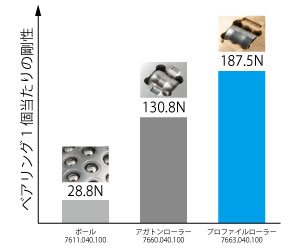
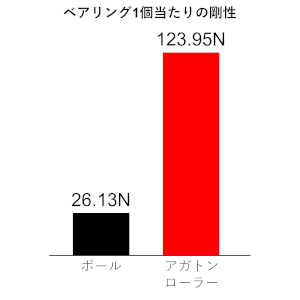
最も高い剛性を誇るベアリング
プロファイルローラーベアリングの剛性はボールベアリングと比較し約7倍であり、アガトン社のベアリングの中でも最も高い剛性を誇るベアリングとなっています。
そのため偏荷重がかかりやすいプレス加工金型や、横型で金型の荷重がベアリングにかかる射出成形金型に適しています。
剛性を最重視したい場合はプロファイルローラーがおすすめです。
※右図のベアリング1個当たりの剛性は一例となります。ボールリテーナとプロファイルローラーリテーナではリテーナ1個当たりのベアリング数が異なるため、必ずしも7倍になるとは限りません。詳しい個々の剛性についてはカタログをご参照ください。
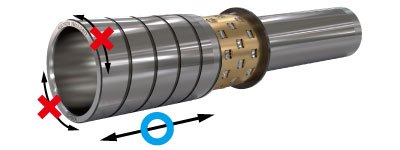
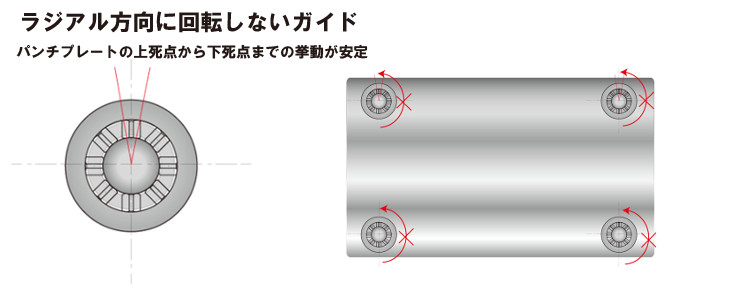
ラジアル方向に回転しないガイド
プロファイルローラーガイドはアガトンローラーガイドと同様に、ラジアル方向には不回転のガイドです。
ストロークの長いプレス加工においてボールガイドでは微細なラジアル回転がパンチやダイの摩耗の原因になりますが、プロファイルローラーガイドではこのラジアル回転を抑制しパンチプレートの挙動安定性を高め、パンチやダイの長寿命化に貢献します。
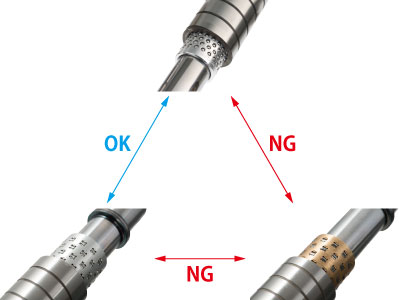
プロファイルローラーの互換性
プロファイルローラーガイドはボールガイドやアガトンローラーガイドと同様に丸物のガイドポスト、ガイドブッシュを使用していますが、アガトンローラーガイドとは異なり、ボールガイドとの互換性はありません。
これはプロファイルローラーの予圧量が小さく、ユニット毎に調整が必要なためです。
つまりプロファイルローラーガイドからリテーナのみボールリテーナやアガトンローラーリテーナに変更して使用することはできません。
またプロファイルローラーリテーナのベアリングが摩耗して交換する際はリテーナのみの交換はできず、ガイドポストとガイドブッシュも同時に交換する必要がありますのでご注意ください。(ガイドポスト、ガイドブッシュ摩耗時も同様)
潤滑油
ボールガイドやローラーガイドを使用する際は潤滑は必須となります。
無潤滑での利用はベアリングの摩耗を極端に早めてしまう恐れがあります。
アガトンガイド専用グリスはございませんが、以下のグリスが推奨となります。
・NOKクリューバー社 Microlübe GB0(耐熱温度150℃)
・NOKクリューバー社 Kluberplex BEM 41-141(耐熱温度150℃)
・高温環境及びクリーンルーム、食品機械などへはNSF H1に登録されているBarrierta L55/2 H1がおすすめです。(耐熱温度260℃)
※NSF H1:食品に偶発的に接触する可能性のある箇所に使用できるグレード
プロファイルローラーガイドの仕様
標準品でサイズはISO/DIN規格に基づいた展開をしておりΦ25~Φ50まで取り扱っております。
お客様の要望に応じて特注製作も可能です。
| リテーナ径 | Φ25~50 |
| ローラー径 | Φ3、Φ4 |
| 適用ガイドポスト | 6500、6540、6560、6571、6509、6579、6531シリーズ等 標準品全般 |
| 推奨使用温度 | ~170℃ |
| 材質 | リテーナ本体:真鍮(C3603相当) ローラー:特殊ベアリング鋼(SUJ2相当) ガイドポスト、ガイドブッシュ:特殊ベアリング鋼(SUJ2相当) |
| 硬さ | HRC62-64 (ベアリング) |
| 対応スピード | 最大40m/min (推奨:500mm/s) |
プロファイルローラーガイドが適している金型
・冷間鍛造、粉末冶金、曲げ・絞り加工、厚板の打ち抜きなど、プレス加工用金型全般
特に偏荷重などの剛性が重視される金型に適しています
・射出成形金型(ガイドピンの代替)
使用上の注意点
納期について
ガイドポスト、プロファイルローラーリテーナ、ガイドブッシュのガイドユニットとしてご購入する場合、プロファイルローラーベアリングの予圧調整が必要なため、納品まで4~5週間程度かかります。
組合せについて
プロファイルローラーガイドはユニット毎に予圧調整をしておりますので、組合せを変更しないでください。
組合せを変更した場合、片方は予圧が強く、もう片方は予圧が弱くなってしまい、適切な予圧ではなくなってしまいます。組付け時やメンテナンス時等には十分にご注意ください。
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「3Dfindit web2CAD」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。

関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品
関連製品の詳細は以下バナーよりご覧ください。


製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。

カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。


概要
フッ素系ベアリング用グリス「BARRIERTA(バリエルタ) L55/2 H1」は、高温度環境下で非常に優れた耐熱性を持つフッ素系潤滑剤です。また、食品に偶発的に接触する可能性のある箇所に使用できるNSF H1グレードとなります。
使用温度範囲が-30~260℃であるため、高温度での射出成形金型に適しています。
ただし、130℃以下の金型ではMicrolube GB0やKluberplex BEM41-141のようなリチウム系潤滑剤の方が耐摩耗効果に優位性が出てくるため、温度により使い分けが必要となります。
NSF H1
NSFとは「National Sanitation Foundation(国立公衆衛生財団)」の略した名称で、公衆衛生・安全・環境に関する規格の開発、製品試験及び認証登録を行っているアメリカの非営利第三者機関です。
BARRIERTA H55/2 H1はNSF H1グレードであり、食品に偶発的に接触する可能性のある箇所に使用できる潤滑剤となります。
用途
・射出成形金型のボール/ローラガイド (130℃~200℃)
・RFCS (130℃~200℃)
・AGS (130℃~200℃)
製品特性
| 評価項目 | 単位 | 条件 | BARRIERTA L55/2 H1 |
|---|---|---|---|
| 基油 | – | – | フッ素油 |
| 外観 | – | – | 白 |
| 温度下限 | ℃ | – | -30 |
| 温度上限 | ℃ | – | 260 |
| 増ちょう剤 | – | – | PTFE |
| ちょう度 | – | 60W, 25℃ | 2号 |
| 重量 | 75gチューブ 750gジャバラ 1kg缶 |
注意事項
・ご使用の際はSDSを一読の上、ご使用ください。
・本製品はRoHS規制準拠の製品となります。
・環境関連物質不使用の製品となります。
関連技術情報ページ
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
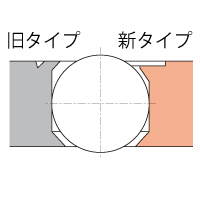
ストリッパ固定ガイドとは
ストリッパ固定ガイドとは、金型のストリッパプレートに固定するタイプのガイド部品となります。
主にプレス加工金型のサブガイドに使われますが、3枚プレートの射出成形金型のガイドピンとしても使われることもあります。
高い加工精度が求めれる金型や、何千万、何億ショットも安定して生産することが求めれる金型には非常に重要な製品となります。
アガトン社のストリッパ固定ガイドはこれらの要求をいくつも実現しています。
ストリッパ固定構造のメリット
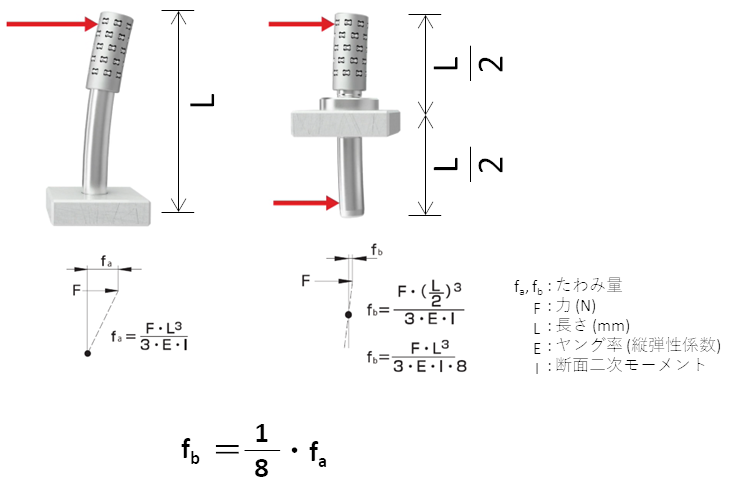
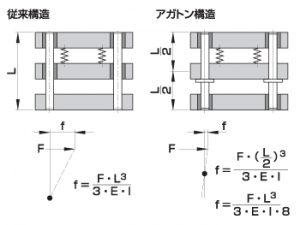
ストリッパプレートに固定するタイプのガイド部品の最大のメリットはガイドポストのたわみを抑え、加工位置精度が向上できる点になります。
右図のようにガイド側面から荷重がかかった時、つまりプレス加工において偏荷重が掛かった時に、ダイプレート(もしくはパンチプレート)に固定するタイプのガイドポストに比べ、ストリッパプレートに固定するストリッパ固定ガイドはガイドポストのたわみを1/8まで抑えることができます。
たわみを抑えることができれば、抜きや曲げ加工をするパンチの位置ズレも抑えることができ、パンチとダイのクリアランスを小さくし、結果として高精度な加工が実現できます。
アガトン社のストリッパ固定ガイド
アガトン社のストリッパ固定ガイドは様々な特長を有しており、主に電子部品製造、自動車部品製造の業界で非常に多く使用されています。
昔から使用されている電子部品業界では、ストロークスピード3000spm以上を実現し、ガイド部品寿命も1億ショットを優に超える実績があります。
さらにガイド部品寿命だけではなくプレス加工で重要なパンチの寿命も何倍にもなり、歩留まり改善などの生産性向上やコスト削減に貢献しています。

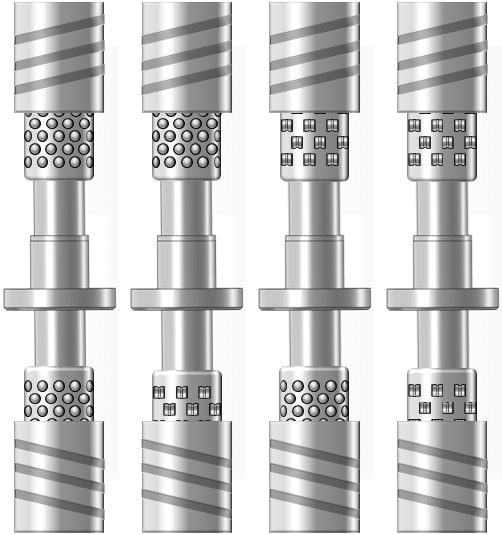
アガトン社のストリッパ固定ガイドの特長
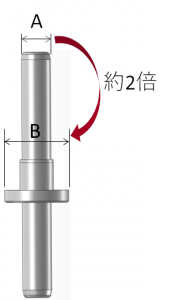
フランジは摺動部の2倍の大きさ
アガトン社のストリッパ固定ガイドポストは、摺動部の約2倍のフランジを兼ね備えています。
フランジが大きいことで、ストリッパプレートの傾きを抑え、ガイドの直立性を保つことができます。
ガイドポストは傾きが発生すると、パンチの摩耗が顕著になり、打ち抜きのダレ、バリなどの他、ベアリングに偏荷重が掛かり摩耗を助長します。
アガトン社のストリッパ固定ガイドは、フランジによる高い直立性により、ベアリングにかかる偏荷重を抑えリテーナの長寿命化が実現するほか、打ち抜きの精度維持、パンチの長寿命化を実現します。
ガイドポスト・ボール/ローラーベアリング(リテーナ)・ガイドブッシュが同じ硬さ
アガトン社のガイドポスト・ベアリング・ガイドブッシュは全てSUJ2(高炭素クロム軸受鋼鋼材)を採用しており、硬度も揃えています。
ガイドポストとガイドブッシュの硬さがベアリングの硬さに負けないため、「タテスジ痕」がほぼ入りません。
| 硬さ | |
| ガイドポスト | HRC62-64 |
| ベアリング | HRC62-64 |
| ガイドブッシュ | HRC62-64 |
ボールとローラーが使い分けできる高い互換性
アガトン社のボールガイドとローラーガイドはどちらも同じガイドポストが適用できます。つまり、ボールガイドからローラーガイドへ仕様を変更する際、設計の変更はしなくてもよくなります。(一部使用するリテーナの長さによっては変更の可能性もあります)※
例えば、ボールガイドを使用していて、もう少し剛性が必要となった場合でもリテーナのみをボールリテーナからローラーリテーナに変更するだけで使用できます。またローラーガイドを使用していて、剛性は十分足りているため、ボールリテーナに変更してコストを抑えることも可能です。
また、ストリッパ固定ガイドの場合は上側ボール、下側ローラー(またはその逆)といった使い方も可能です。
※注意※
アガトン社のボールガイドからローラーガイドへの変更に限ります。
アガトン社以外のボールガイドからアガトン社のローラーガイドへ変更する際はガイドポストとガイドブッシュも合わせて変更する必要があります。
潤滑油
ボールガイドやローラーガイドを使用する際は潤滑は必須となります。
無潤滑での利用はベアリングの摩耗を極端に進めてしまう恐れがあります。
アガトンガイド専用グリスはございませんが、以下のグリスが推奨となります。
・NOKクリューバー社 Microlübe GB0(耐熱温度150℃)
・NOKクリューバー社 Kluberplex BEM 41-141(耐熱温度150℃)
・高温環境及びクリーンルーム、食品機械などへはNSF H1に登録されているBarrierta L55/2 H1がおすすめです。(耐熱温度260℃)
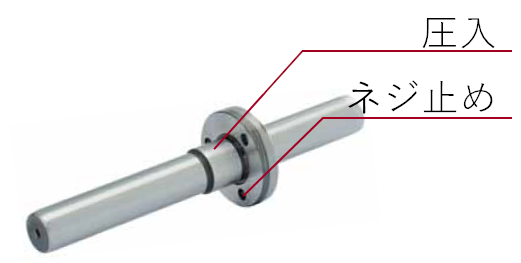
取付方法
アガトン社のストリッパ固定ガイドは圧入とネジ止めとなります。
圧入部の穴寸法公差はISO K5となります。
※ネジは付属しておりません。
仕様・ラインナップ
仕様とラインナップは以下の通りとなります。
各品番のCADデータにつきましては外部サイトのCADダウンロードサービスからダウンロード可能です。
ダウンロード方法については以下の「CADデータのダウンロード」をご覧ください。
価格につきましてはお見積依頼、もしくは総合カタログをダウンロードしてください。
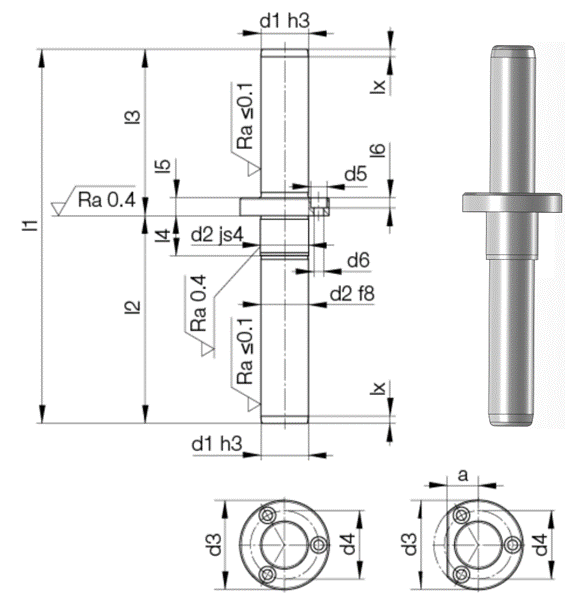
仕様
| 材質 | :SUJ2 |
| 硬度 | :HRC62-64 |
| 仕上げ | :スーパーフィニッシュ |
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は右のバナーよりご覧ください。
お見積依頼からご発注までの流れ・納品について
よくあるご質問
製品仕様・互換性に関する質問
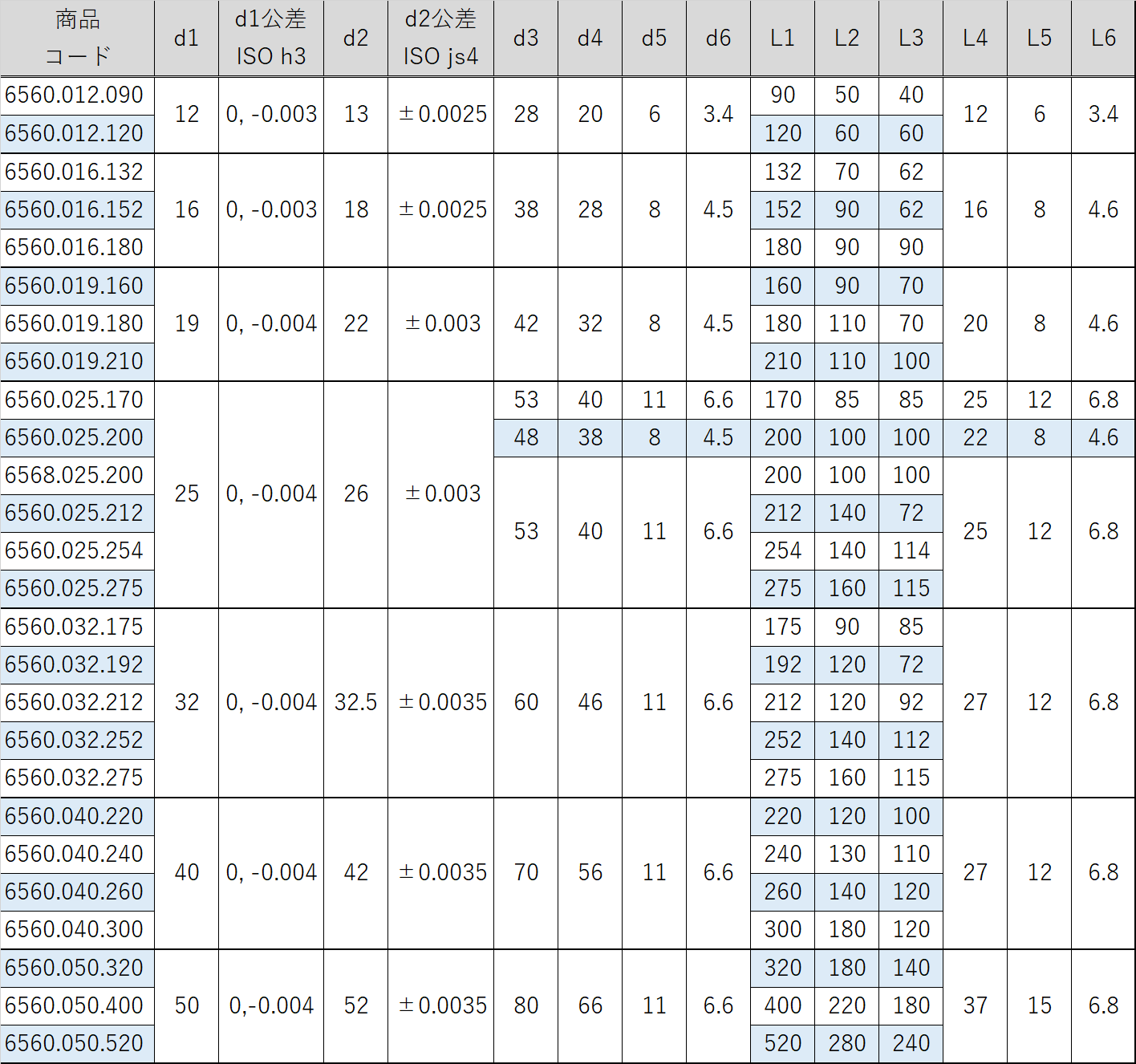
ストリッパガイドのサイズ展開はどのくらいありますか?
ガイドポストは、現在φ12~50までのサイズ展開があります。詳細は上記『仕様・ラインナップ』をご確認ください。ご希望の寸法がない場合には特注対応も可能です。
ガイドポスト径の公差はどの程度ですか?
摺動部(d1)はISO h3となっております。圧入部(d2)はISO js4となります。
パンチ固定式と比べてストリッパ固定式の特徴は何ですか?
ガイドポストのたわみが1/8に減少し、金型の剛性や位置精度が向上します。
特注寸法での製作は可能ですか?
はい、可能です。図面(もしくは各寸法)と数量をご検討の上、お問い合わせください。
ストリッパガイドを使うことで何が改善されますか?
加工精度の安定化や金型寿命の向上が期待できます。
メンテナンス・運用に関する質問
製品の摩耗が進んだ場合、どの部品を交換すればよいですか?
ガイドポスト・ボール/アガトンローラーリテーナ・ガイドブッシュのどの部品も交換可能ですが、ボール/アガトンローラーリテーナのみ交換される場合が多いです。ガイドポストやガイドブッシュにも摩耗が確認される場合には一式交換をご検討ください。ただし、プロファイルローラーガイドは、いずれかの部品(リテーナのみなど)の摩耗が確認された場合でも一式交換が必要となりますのでご注意ください。
使用中にガタが出てきた場合の対処方法は?
いずれかの部品で摩耗が進行している可能性があります。部品交換をご検討ください。
製品の寿命を延ばすためにできるメンテナンスは?
定期的な清掃とグリスアップを行っていただくことで、摩耗の防止になります。
推奨使用温度範囲はありますか?
リテーナ材料がアルミの場合は150℃まで、真鍮の場合は170℃までとなります。
購入・納期に関する質問
最小注文数量はありますか?
標準品であれば1個からご注文可能です。特注品については別途ご相談ください。
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品
製品ラインナップ・技術情報
カタログダウンロード・お問合せ
ガイドから位置決めまでのオールインワンシステム
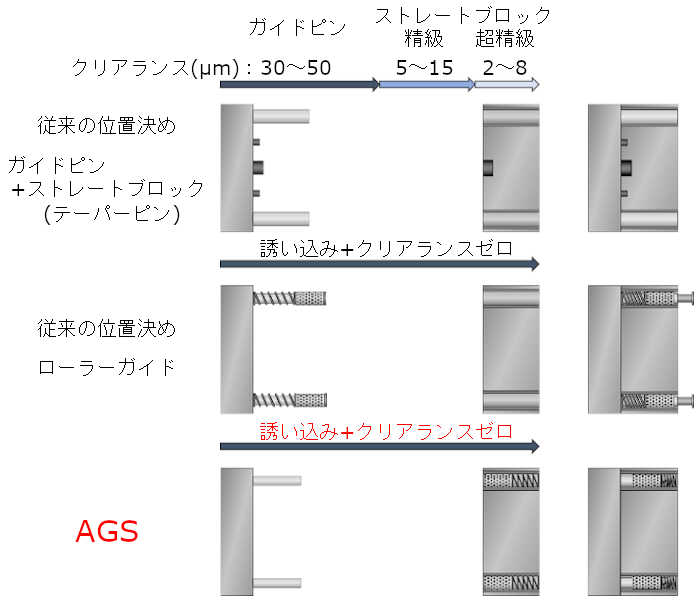
ローラーガイドピン「AGS」とは、射出成形金型におけるガイドピンをローラーガイド化し、ガイド(挿入時の誘い込み)から位置決めまでを一つのユニットで行うことができるシステムとなります。
従来の射出成形金型の位置決めは、ガイドピンで一次位置決めをし、ストレートブロックやテーパーピンなどの位置決め部品で最終位置決めをすることが一般的となります。
一方で、ガイドピンにローラーリテーナを取り付けることでローラーガイド化し、ガイドピンで一次位置決めから最終位置決めまでするアプローチもあります。
AGSはその第二世代とも言えるローラーガイドピンとなります。
ガイドのストローク位置の明確化
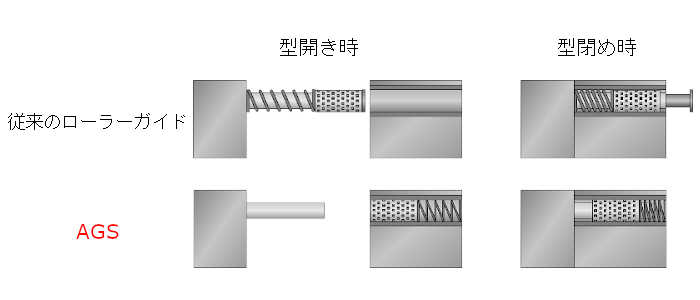
従来のローラーガイドは、ガイドピンにローラーリテーナを取り付けるため、ストロークや金型重量などを考慮し、リテーナの長さを決定する必要がありました。さらにリテーナの突き出し量を考慮し、ガイドピンの先端に固定/可動ストッパーの長さを決定し、設置しなければいけないため、設計経験を必要とします。
一方AGSは、ガイドブッシュの中にローラーリテーナが入っているため、ストッパーを考慮する必要がなくなります。さらにカタログに型閉め時のガイドピンのローラーブッシュへの挿入量の上下限も記載されているため、ガイドピンの選定も容易となります。
プロファイルローラーで摩耗を大幅軽減
アガトン社製品に使用されるベアリングは、一般的に知られている“ボール”、速度に優れる“アガトンローラー”、剛性に優れる“プロファイルローラー”の3種類がありますが、AGSには剛性重視のプロファイルローラーが採用されているため、摩耗しやすいガイドピンに比べ長寿命が実現できます。また、リテーナを短くしても必要な剛性が得られ、コンパクトな設計が可能です。
AGSによる省スペース化
AGSはガイドから位置決めまでの役割を果たすため、ストレートブロックやテーパーピンなどの位置決め部品が不要となります。
そのため、従来の位置決め部品のためのスペースを空けることができ、金型を小さくできたり、入れ子の数を増やすことができます。
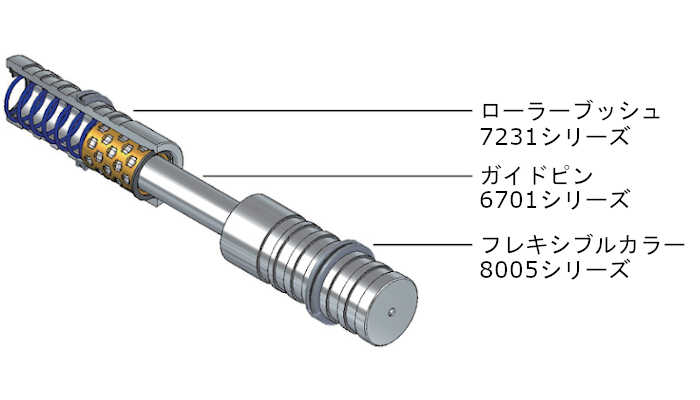
ローラーガイドピン「AGS」の構成
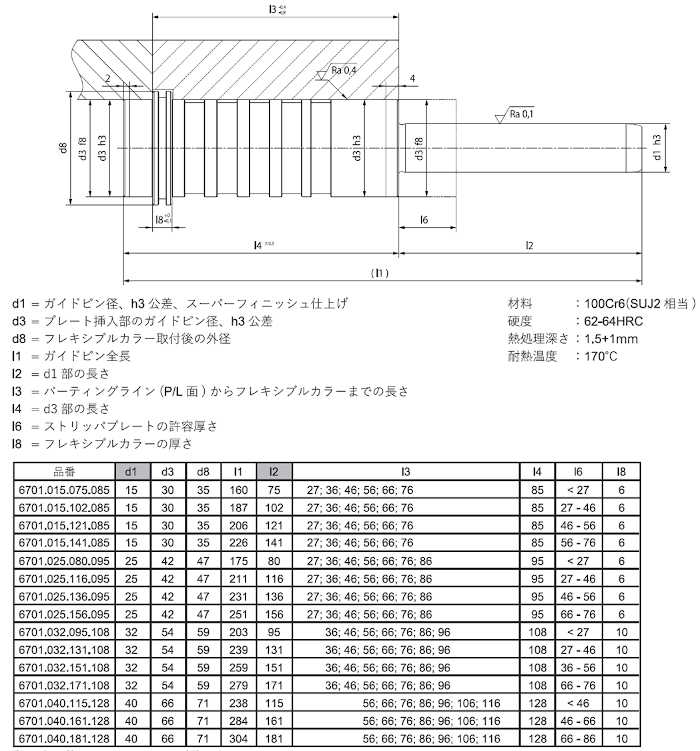
AGSは“ガイドピン”、“ローラーブッシュ”、“フレキシブルカラー”の3つのシステムから構成されます。
ガイドピン(6701シリーズ) :
たわみ剛性の高い段付き形状となっています。
ローラーブッシュ(7231シリーズ) :
ローラーリテーナとガイドブッシュが一体化したローラーブッシュとなります。
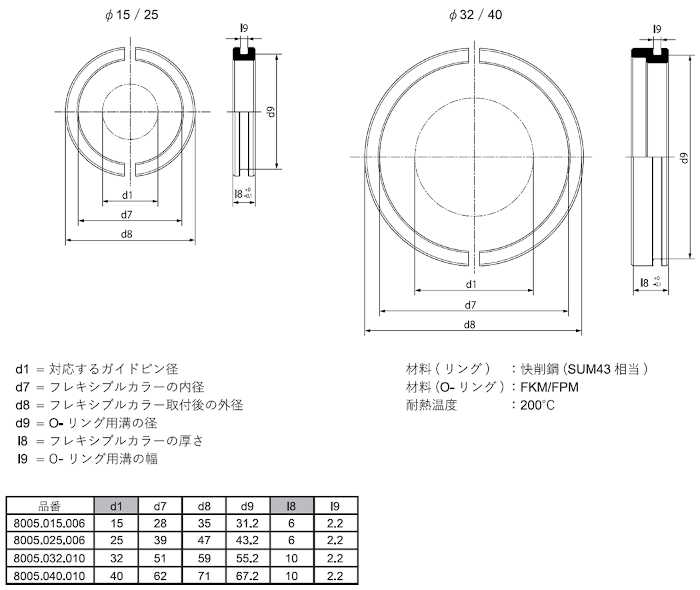
フレキシブルカラー(8005シリーズ) :
6701、および7231シリーズ用の固定リングとなります。
様々なガイドピン形状に対応
AGSのローラーブッシュは全てのアガトン社製ガイドピンと組合せが可能です。

仕様
ガイドピン 6701シリーズ
※画像をクリックすると、拡大画像がご覧いただけます。(新たなタブが立ち上がります)
フレキシブルカラー 8005シリーズ
※画像をクリックすると、拡大画像がご覧いただけます。(新たなタブが立ち上がります)
多くの適用先
ストリッパプレート用ガイド
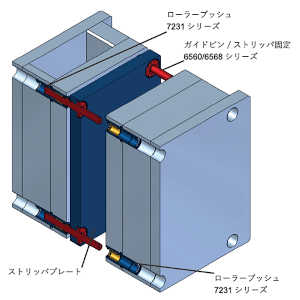
フランジ付ガイドピンを使用することにより、ストリッパプレートの傾きを抑制できます。また、ガイドピンの支点が中央に位置することにより、たわみ剛性が向上できます。
6701シリーズを用いた場合のストリッパプレートのガイド
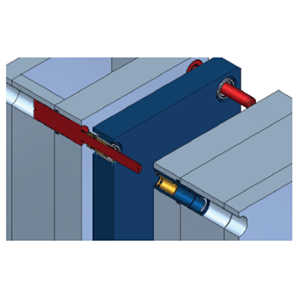
ストリッパガイドにボール/ローラーを使用することにより、スムーズな摺動を実現できます。
エジェクタプレート用ガイド(ショートストローク)
スプリングの作用により、ショートストローク摺動時に発生するクリーピング現象(スティックスリップ)を抑制できます。
スタックモールド用メインガイド

ゼロクリアランスの位置決め、およびガイドの設計公差を小さくできることにより、ガイド間の個体差を縮小できます。そのため、スタックモールドなどの多数個どり製品の成形のばらつきを改善できます。
回転金型用メインガイド
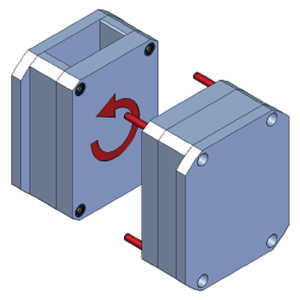
ゼロクリアランスの位置決め、およびガイドの設計公差を小さくできることにより、回転金型にも力を発揮します。二色成形、異素材間成形のばらつきを大きく改善できます。
取り出しロボットの位置決め
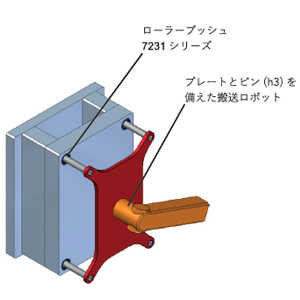
成形品の取り出しロボットの位置決めやロボットによるインサート成形部品の挿入作業の位置決めに使用することにより、成形品の落下、取り出し不良を防止できます。
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)

お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品リンク
関連製品の詳細については以下バナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)

カタログダウンロード・お問合せ
カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
(クリックすると新たなタブが立ち上がります)
※価格についてはお問い合わせページよりお問い合わせください。
射出成形金型用位置決め部品「RFCS」のコンセプト
従来の射出成形金型の位置決め部品はテーパーピンやストレートブロックなどが用いられてきましたが、形状的に摩耗が発生しやすく定期的なメンテナンスを必要としてきました。
アガトン社製 射出成形金型用高精度位置決め部品「RFCS」はベアリングで位置決めをするという従来の位置決め部品とは異なるコンセプトを持っております。
コンセプト動画 (2分50秒)
射出成形金型用位置決め部品「RFCS」の特徴
RFCSはストレートブロックやテーパピンと比較し、以下のような優れた特徴を有しております。
ズレ補正
RFCSを使うことで金型のズレを最大0.15mm 補正※1する事が可能です。 RFCSは3つの機構により右図のように金型にズレが生じてもピン(リテーナ)がブッシュに挿入される設計になっています。
例えば、コア側とキャビティ側にそれぞれブッシュとピンを位置精度±0μmで設置したが、自重等の理由でキャビティ側が数十μm下がってしまった場合、RFCSにより初期位置である位置精度±0μmに補正することが可能となります。
※1 位置ズレはメインの位置決めとしてガイドピンを用い、補正前に0.05mm以内が推奨となります。
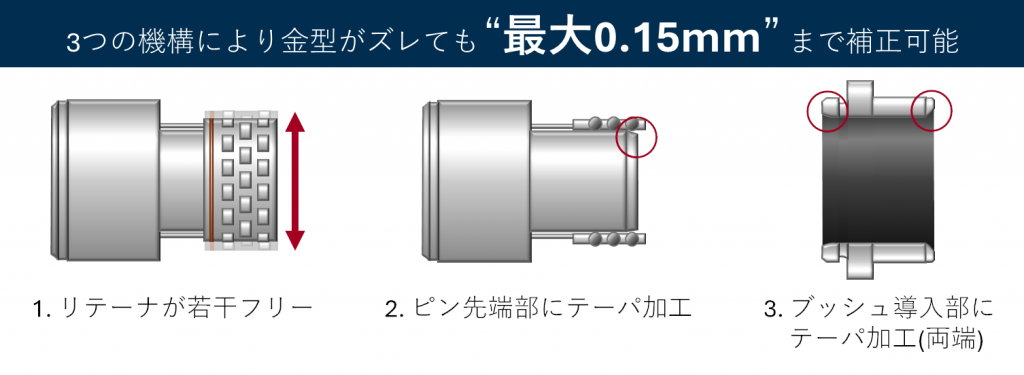
1. リテーナ部は若干フリー(遊びがある)状態であるため、コア側とキャビティ側がズレていてもリテーナが
ブッシュに挿入されます。
2. ピン先端にテーパ加工が施されているため、挿入時のベアリングへの衝撃を軽減できます。
3. ブッシュ導入部にテーパ加工が施されているため、挿入時のリテーナやベアリングへの衝撃を軽減できます。
ゼロクリアランスの位置決め
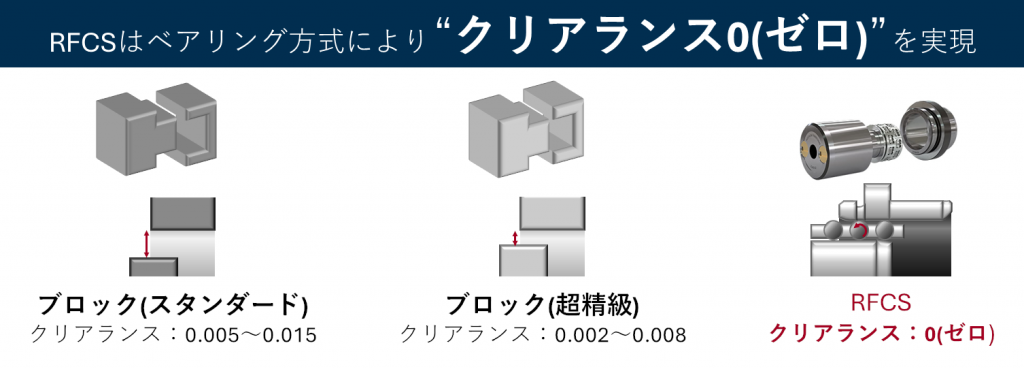
位置決め部品の位置決め精度は部品のクリアランスで表されます。
RFCSはベアリング方式となるためクリアランスは0(ゼロ)となります。
位置決め部品には等級が設定されております。
RFCSは超精級を上回る超超精級クラスに相当します。
右表は位置決めストレートブロックにおける精度の等級とRFCSの違い。
| グレード | クリアランス |
| スタンダード | 0.005~0.015 |
| 超精級 | 0.002~0.008 |
| RFCS | 0 |
長寿命
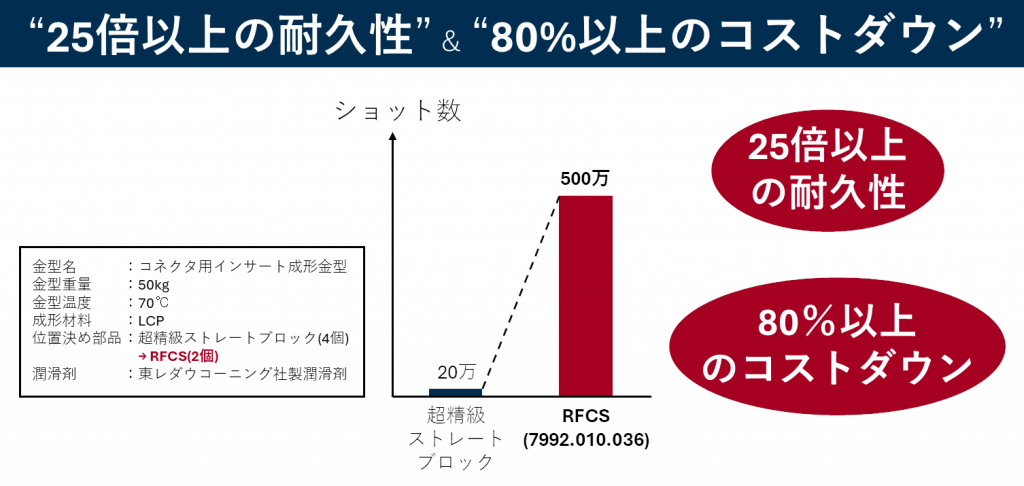
金型温度や金型のズレ量、金型重量という要素もありますが、RFCSは従来の位置決め部品に比べ圧倒的な長寿命を発揮します。国内では500万ショット以上部品無交換で打てた事例も多数ご報告頂いております。また、部品の長寿命化に伴いメンテナンスサイクルも伸びます。
そのため、現場の負担が減る事で大きなコストダウン効果が見込めます。上記の事例では部品の交換回数を大幅に削減し約60万円のコストダウンを実現しました。
高速化
高精度な金型では、位置決め部品のクリアランスが小さすぎてスピードを上げて運用するのは危険ですが、RFCSはベアリングで摺動するためカジリが発生する事もなく高速で生産する事が可能になります。
スペック上では500mm/sまでの高速化が可能であり、ハイサイクル化する事で生産性の向上が可能です。
現在では1000mm/sを超えるプラテン速度のスペックを持つ射出成形機もございますが、500mm/sを超える場合は射出成形金型向けアガトンローラーガイドをお勧め致します。
簡単運用
近年、国内で金型を作り海外の工場で生産している事例が増えていますが、従来の位置決め部品では、日本の技術者と海外の技術者の技能の違いにより海外で位置決め部品のカジりを発生されてしまうという事例もあります。
しかしRFCSを組み込んだ金型は金型の組み付けが簡単でご好評いただいております。
射出成形金型用位置決め部品「RFCS」のベアリング

高精度位置決め部品RFCSはプロファイルローラーというローラーベアリングが用いられております。
1個当たりのベアリング剛性はボールに比べ8~10倍程度の剛性を誇ります。
射出成形金型用位置決め部品「RFCS」の取り付けイメージ
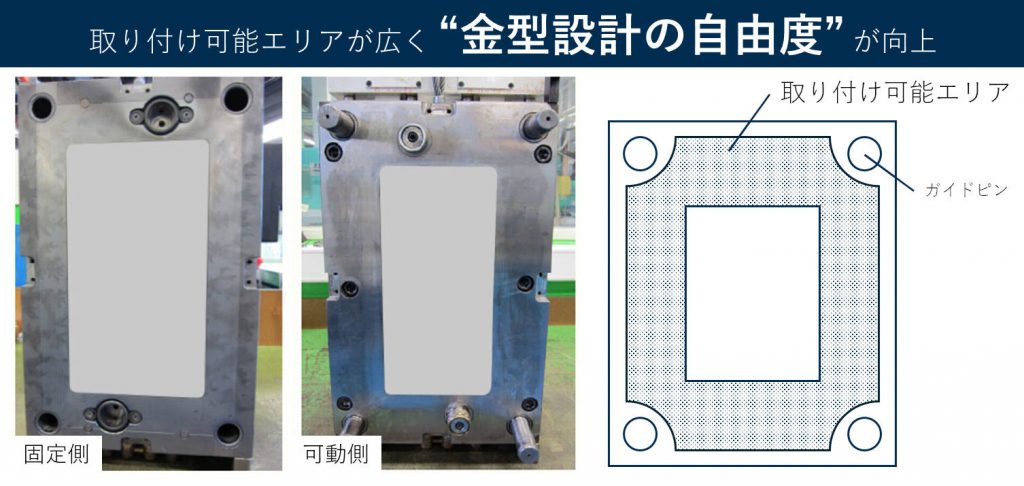
RFCSは取り付け可能エリアが広く、金型設計の自由度が向上します。
基本的には1型に2本設置しますが、目的に応じて3本や4本設置することもできます。
入れ子へのRFCSの適用
射出成形の成形精度はより厳しくなっています。
通常モールドベースの位置決め部品は可動側・固定側(キャビコア)に設置しますが、より高精度な成形を実現するため、最近では入れ子(カセットとも呼ばれる)をフローティング構造にし、そこに位置決め部品を設置することもできます。
フローティング構造の入れ子へのRFCSの適用は右のバナーより技術情報ページをご覧ください。

取付寸法及び各部のサイズ
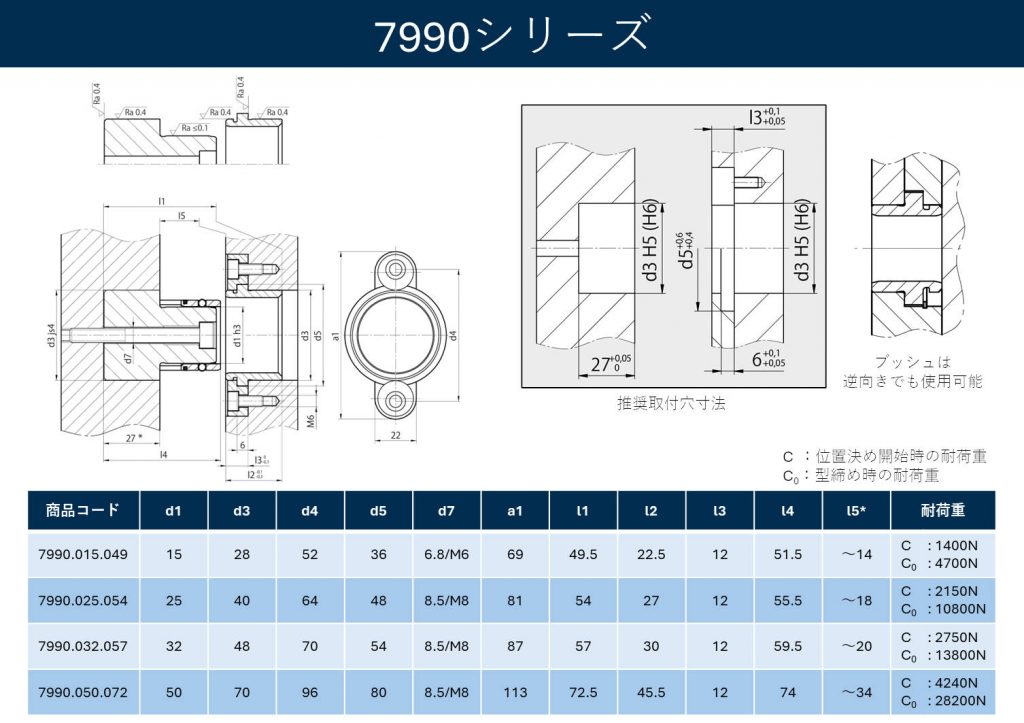
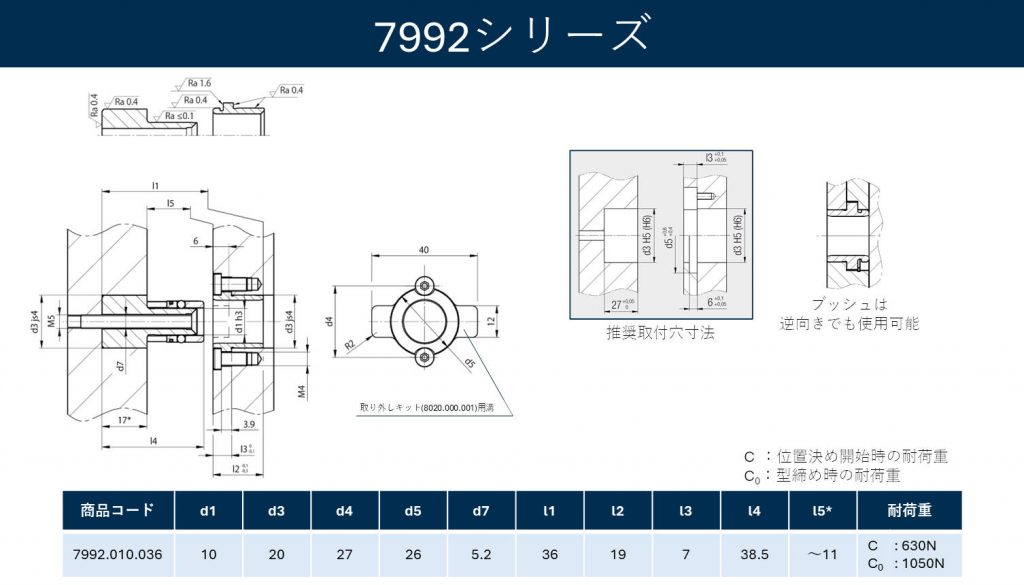
取り付け穴の公差は、ISO/DIN規格のH5及びH6が推奨となっております。
軸側はネジで締め、ブッシュ側はクランプを用いて締めるようになっております。
片側(例えば軸側)を先に締めてから、もう一方(例えばブッシュ側)を締めるという組み付け方が一般的です。
*上表l5について:
l5はRFCSのベアリングに予圧がかかり始める時の固定側と可動側のプレート間の距離となります。
例えば7992.010.036の場合、金型が締まる11mm手前から金型が締まるまでが位置決めされています。
また型が開く際には、型締め時から11mm開くまでが位置決めが保持されています。
RFCSの取付方法
RFCSは位置決めにおいて非常に重要な役割を果たしています。
そのためRFCSを正しい方法でピン側とブッシュ側をズレなく取付する事は非常に重要です。
金型の精度を出すための取付け方法については右のバナーより技術情報ページをご覧ください。

耐荷重及び耐熱温度
高精度位置決め部品RFCSは各サイズ耐荷重が設定されています。
これはベアリングがどれだけリテーナに入っているかにより判断されます。
金型のサイズや重量ごとに最適な位置決め部品のサイズや使用数量を下記の表でご確認下さい。
耐熱温度は7990/7992シリーズでは150℃となっております。
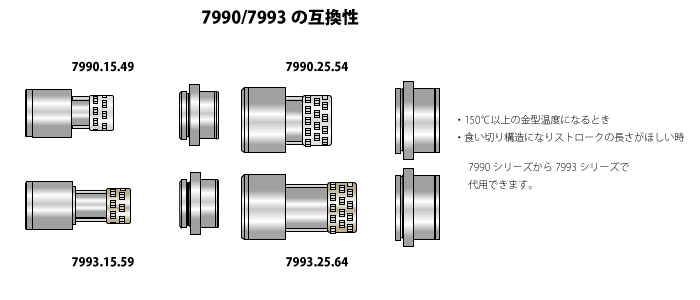
更なる高温度で成形する場合は7993シリーズをお勧め致します。
7993シリーズについては、ページ下のバナーより「RFCS 7993シリーズ 高温度金型用モデル」ページをご覧ください。
| 品番 | 耐荷重 [N] (位置決め開始時) | 耐荷重 [N] (型締め時) | 耐熱温度 [℃] |
| 7992.010.036 | 630 | 1,050 | 150 |
| 7990.015.049 | 1,400 | 4,700 | 150 |
| 7990.025.054 | 2,150 | 10,800 | 150 |
| 7990.032.057 | 2,750 | 13,800 | 150 |
| 7990.050.072 | 4,240 | 28,200 | 150 |
注意事項
・1個当たり耐荷重となります。2個使用が基本ですので上記数値の2倍を基準にお考え下さい。
・設計は位置決め開始時耐荷重を基準にお考え下さい。
仕様
| 7990シリーズ | 7992シリーズ | ||
| 材質 | 本体 | 16MnCr5 (d1=15, 25) SUJ2 (d1=32, 50) |
16MnCr5 |
| リテーナー | アルミ合金 | アルミ合金 | |
| ローラー | SUJ2 | SUJ2 | |
| 硬さ | SUJ2(HRC62-64) 16MnCr5(HRC61-63) |
SUJ2(HRC62-64 16MnCr5(HRC61-63) |
|
| 表面粗さ | 外径 | Ra0.4 | Ra0.4 |
| 軸外径 | Ra0.1 | Ra0.1 | |
| 推奨はめあい公差(軸/穴径) | js4/H5 | js4/H5 | |
| 耐熱温度 | 150℃ | 150℃ | |
| 付属品 | [ブッシュ固定用] クランプ2個 M6×16 x2 [本体固定用] M6x55 x1 (d1=15) M8x60 x1 (d1=25, 32) M8x75 x1 (d1=50) |
[ブッシュ固定用] M4x10 x2 [本体固定用] M4x10 x1(皿ネジ) |
|
| 取り付け方法 | 軸 | ネジ止め | ネジ止め |
| ブッシュ | クランプ止め | ネジ止め | |
注意事項
- 位置決めユニットは潤滑剤の使用が必須です。無潤滑での利用はローラーベアリングの摩耗を極端に進めてしまう恐れがあります。
推奨潤滑剤NOKクリューバー社 Microlübe GB0となります。(耐熱温度150℃) - 高温環境及びクリーンルーム、食品機械などへはNSF H1に登録されているBarrielta L55/2 H1がおすすめです。(耐熱温度260℃)
推奨加工条件及び精度
位置精度:0.005mm
直角度 : 100mmあたり0.005mm 以内
平面度 : 0.05mm以内(P/L面の平面度)
温度差 : 5℃以内推奨(固定側及び可動側金型温度)
使用上の注意点
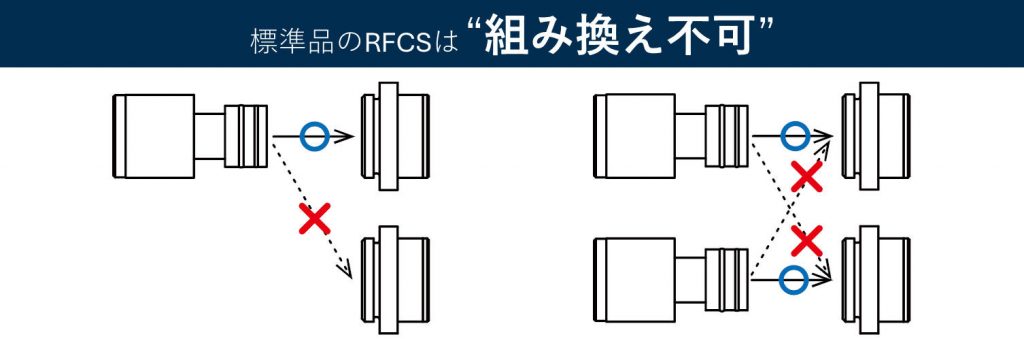
射出成形金型用 高精度位置決め部品「RFCS」は、位置ズレ補正機能、ゼロクリアランスによる高精度位置決め、優れた部品寿命など、様々な特長を有しておりますが、標準品のRFCSはピン側とブッシュ側が対となっているため、組み換えができない仕様となっています。
ピン側、ブッシュ側どちらかが摩耗などにより交換が必要な場合は両方交換する必要があります。
二色成形・多色成形へのRFCSの適用
二色成形・多色成形など組み換えが必要な場面もありますが、その場合は組み換え可能なRFCSを使用する必要があります。
二色成形・多色成形へのRFCSの適用については、右のバナーより技術情報ページをご覧ください。
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
ユーザーの事例
電子部品業界、光学部品業界、自動車業界など幅広いお客様でご使用いただいておりますが、特に高精度な金型で位置決め部品の寿命が短い金型や生産量の多い量産型、バリが出やすい材質の金型など様々な金型で実績があります。
治具などへの応用例もあります。(3軸タイプマシニングセンターのテーブルなど)
詳しくはお問い合わせ下さい。
よくあるご質問
製品概要・特徴に関する質問
RFCSとはどのような位置決め部品ですか?
ベアリングを用いた新コンセプトの高精度位置決め部品で、従来のストレートブロックやテーパピンに比べてクリアランスゼロの精度と長寿命を実現します。
主なメリットは何ですか?
高精度(ゼロクリアランス)、高耐久性(500万ショット以上無交換の実績)、ズレ補正機能(最大0.15mm)などが挙げられます。
どのような金型に適していますか?
金型温度150℃または170℃までの高精度な成形が必要な金型、大量生産が必要な金型など、あらゆる金型に適しています。
ガイドピンの代替として使用できますか?
はい、省スペース化や高精度化を目的としてガイドピンの代替として使用可能です。
入れ子の位置決めにも使えますか?
可能です。フローティング構造の入れ子に設置することで、入れ子同士の高精度な位置決めが可能になります。詳細は技術情報ページの『フローティング構造の入れ子へのRFCSの適用』をご覧ください。
製品仕様・選定に関する質問
耐熱温度はどのくらいですか?
7990、7992、7995シリーズは150℃、7993シリーズは170℃まで対応いています。
サイズ選定はどのように行いますか?
金型重量に応じて位置決め開始時の耐荷重を基に必要個数を算出します。例:500kgの金型には7990.032.057を2個使用。
L5とは何を意味しますか?
型が閉じた状態から開く際、ゼロクリアランスの位置決め(ベアリングに予圧がかかっている状態)がP/Lから何mmまで保っているかを示します。
ブッシュは両側から挿入できますか?
7990、7992、7993シリーズのブッシュは両側から使用可能ですが、7995シリーズは片側のみ対応です。
つまり、7990、7992、7993シリーズはP/L側にフランジ部・ストレート部どちら側も設置可能ですが、7995シリーズはP/L側にフランジ部のみ設置可能です。
材質は何ですか?
16MnCr5やSUJ2相当が使用されています。シリーズや径により異なります。
※16MNCr5について
・SCM420H相当
・高硬度・高耐摩耗性・寸法安定性
・疲労強度高い
メンテナンス・運用に関する質問
グリスは必要ですか?
必須です。極圧添加剤が配合されているグリスまたはオイルを推奨します。
プラテン速度の上限はありますか?
予圧がかかっている間の速度は最大500mm/sまで対応可能です。
組み換え可能ですか?
不可です。ユニット毎に予圧調整されているため、組み換えによる不具合の恐れがあります。多色成形などの組み換えが必須の場合には特注での対応が可能です。詳細は技術情報ページの『二色成形・多色成形へのRFCSの適用』をご覧ください。
寿命はどのくらいですか?
環境や条件により様々ですが、国内実績では500万ショット以上無交換で使用された事例があります。
適切な潤滑剤の使用や日々のメンテナンスなどがローラーベアリングの寿命向上につながります。
交換タイミングはどう判断しますか?
成形品の精度低下や摺動時にリテーナが動かない、などが見られた場合には交換を検討してください。
応用・導入に関する質問
多色成形金型にも対応できますか?
はい。特注対応により多色成形や回転金型にも適用可能です。詳細は技術情報ページの『二色成形・多色成形へのRFCSの適用』をご覧ください。
ストロークが短い箇所に使えますか?
はい、7995シリーズが対応しております。
エジェクタプレートの位置決め精度向上や摺動スムーズ化、ゲート切断、先抜き用途に活用されています。
高温金型で使う際の注意点は?
潤滑剤の耐熱性を確認し、キャビ/コアの温度差を最小限にすることでRFCSへの負担を軽減できます。
取付精度に関する推奨値は?
位置度:0.005mm以内、直角度:100mmあたり0.005mm以内、平面度:0.05mm以内が推奨です。
CADデータはどこで入手できますか?
3Dfindit web2CADより入手できます。詳しくは以下の『CADデータのダウンロード』をご覧ください。
関連リンク・カタログダウンロード・お問い合わせ
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
その他のRFCS
射出成形金型向け関連製品
関連製品の詳細は以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問い合わせ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
※価格につきましては「総合カタログ」をダウンロード、またはお問い合わせください。
耐熱性・潤滑性に優れるベアリング用グリスです。アガトン製ボールガイドやローラーガイドのパフォーマンスを高めるグリスです。金型のショートストロークの箇所で発生するフレッチング摩耗や焼き付きが起きやすい箇所で高い潤滑性能を発揮します。
※当社からの販売は、金型用ガイドへの用途のみとなります。ご了承ください。
特徴
・耐水性・耐熱性・潤滑性に優れる汎用性の高いリチウム系グリス
・高面圧環境下の潤滑剤として最適
・従来潤滑剤比でベアリングの摩耗を20%軽減
・焼き付き防止効果
・フレッチング摩耗対策にも効果
用途
・アガトン製ボール/ローラーガイド
・アガトン製射出成形金型用ローラーガイドピン「AGS」
・アガトン製高精度位置決めユニットなどのベアリングの潤滑・摩耗対策
性状
| 品番 | 080.90.114 |
| 基油 | 鉱物油、合成油 |
| 色 | リチウムコンプレックス石けん |
| 比重 | 約0.9 |
| 使用温度域 | ー40℃~150℃ |
| 粘度(40℃,100℃) | 130m㎡/s(40℃), 14m㎡/s(100℃) |
| 滴点・流動点 | ≧250℃ |
| サイズ | 10.5x18cm |
| 重量 | 1kg |
注意事項
・ご使用の際はSDSを一読の上、ご使用ください。
・本製品はRoHS規制準拠の製品となります。
・環境関連物質不使用の製品となります。
金型加工の簡易化とコスト削減
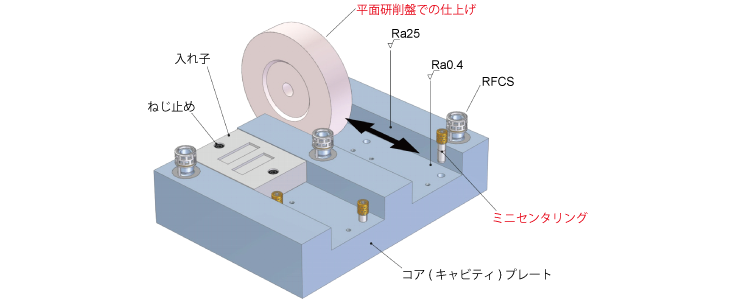
従来の金型では、入れ子の位置精度を出すために、入れ子を入れるポケットの加工に治具研削加工が必要となり、大幅なコストアップとなってしまいます。
この入れ子の位置決めにミニセンタリングを用いることで、入れ子の位置決め精度がミニセンタリングにより出せるため、プレートの加工はポケット加工から溝加工へ転換できます。そのため、治具研削盤から平面研削盤での仕上げにできるため、金型加工の簡易化と加工コスト削減が可能となります。
カセット金型の運用でコスト削減
「段取り時間を削減したいが、でも入れ子の交換が多いから、段取り時間削減のために入れ子毎のモールドベースを作らなければいけない…」
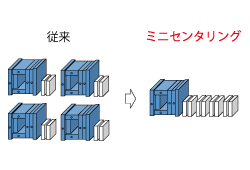
ミニセンタリングを用いた金型は入れ子の交換が素早くできるため、1つのモールドベースで複数の入れ子を運用でき、コスト削減や生産性向上が期待できます。
高精度な位置決めが簡単に
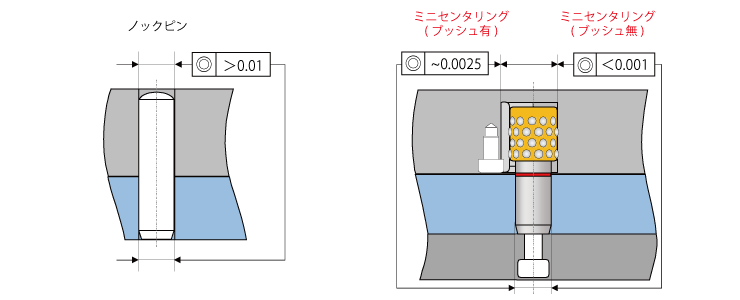
モールドベースへの入れ子の取り付けはベアリングを用いるため、作業者スキルに関係なく高精度な位置決めが可能となります。
さらに、同軸度はノックピンよりも優れ、繰り返し精度の高い位置決めが可能です。
段取り時間の短縮・稼働時間の効率化・短納期化
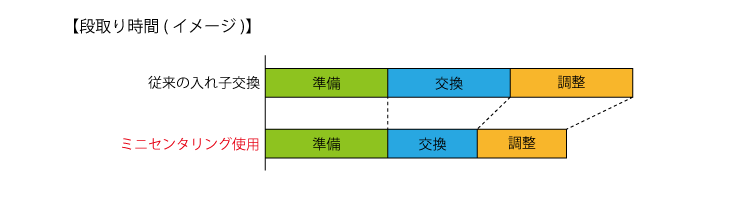
段取り時間(入れ子の交換)が短縮できるため、稼働時間を増やすことができ、生産性が改善できます。また、生産性を向上することで短納期化も期待できます。
スライドコアへの適用
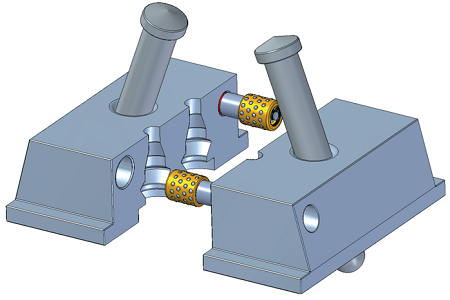
スライドコアの位置決めにベアリングを使うというアプローチはこれまでありませんでした。
アンギュラピンとの摺動が悪く位置ズレが発生するという悩みが解消されます。
各部寸法
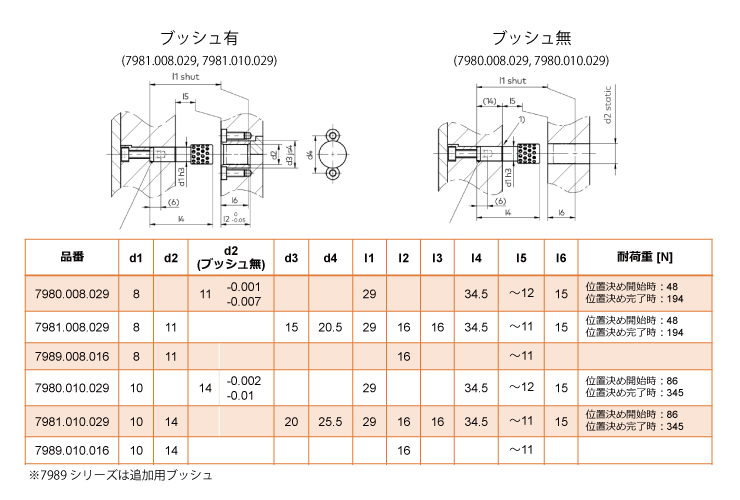
※注意※
ブッシュ無を使用する場合、入れ子の硬さはHRC52以上が推奨となります。
仕様
| 材質 | 本体 | 16MnCr5(JIS SMnC420相当) |
| リテーナ | 真鍮 | |
| ローラー、ブッシュ | 100Cr6(JIS SUJ2相当) | |
| 硬さ | 16MnCr5 | HRC61-63 |
| 100Cr6 | HRC62-64 | |
| 推奨はめあい穴公差 | JS4 | |
| 耐熱温度 | 170℃ | |
| 付属品 | M4x16 1本(7980、7981シリーズ) | |
| M4x8 2本(7981、7989シリーズ) | ||
| 取付方法 | 軸 | ネジ止め |
| ブッシュ | ネジ止め | |
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)

お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品リンク
関連製品の詳細については以下バナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)



製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
(クリックすると新たなタブが立ち上がります)
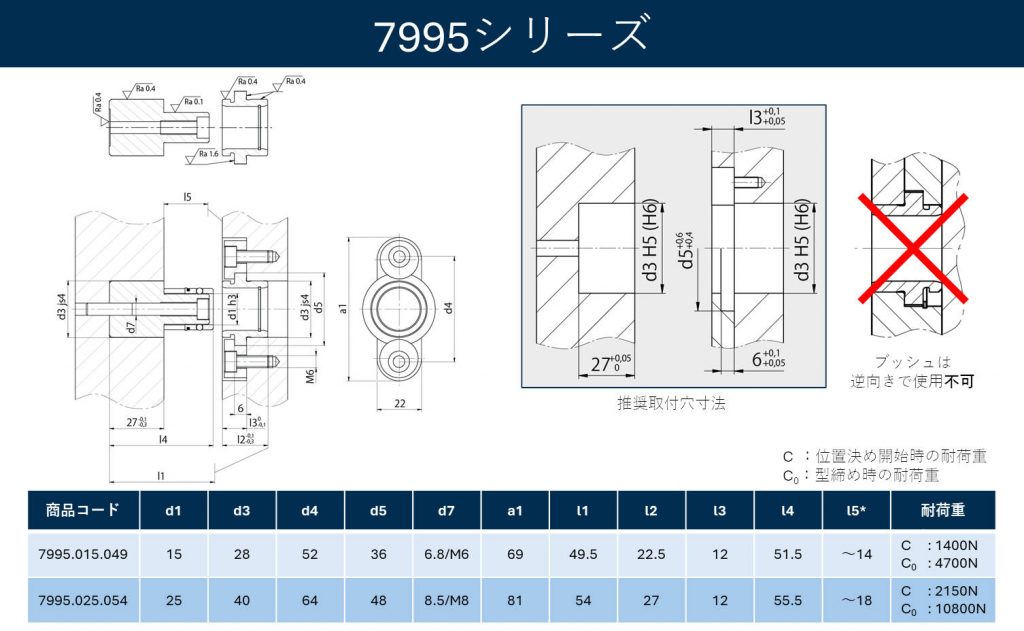
ショートストローク金型対応の高精度位置決めユニット

7995シリーズでは、従来の位置決めユニット(7990シリーズ)のブッシュ内にサークリップを追加しております。これにより、ショートストロークでご使用する場合に起こりえるクリープ現象をサークリップで抑制することが可能となります。
そのため、ストロークが短いエジェクタプレート等での使用に適しております。
従来の7990シリーズ用の金型設計で置き換え可能
金型に組み込まれる部分である本体・ブッシュどちらの径(下記図面d3部)も、従来の7990シリーズと同じ寸法となっています。そのため、現在の金型寸法を変更することなくご利用いただけます。
※ご注意※
7990シリーズではブッシュは両側どちらからでも挿入可能でしたが、7995シリーズは片側からのみとなります。
各部寸法
仕様
| 材質 | 本体 | SCr415 |
| リテーナ | アルミ合金 | |
| ローラー、ブッシュ | 特殊ベアリング鋼(SUJ2相当) | |
| 硬さ | SUJ2 : HRC62-64 | |
| SCr415 : HRC61-63 | ||
| 表面粗さ | プレート導入部 | Ra0.4 |
| 軸外径部 | Ra0.1 | |
| 推奨はめあい公差 | js4/H5(H6) | |
| 耐熱温度 | 150℃ | |
| 付属品 | クランプ2個、ネジ2個 | |
| M6x65 1本(Sサイズ) | ||
| M8x70 1本(Mサイズ) | ||
| 取付方法 | 軸 | ネジ止め |
| ブッシュ | クランプ止め | |
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供する「3Dfindit web2CAD」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
関連リンク・カタログダウンロード・お問い合わせ
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
その他のRFCS

射出成形金型向け関連製品
関連製品の詳細は以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問い合わせ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
※価格につきましては「総合カタログ」をダウンロード、またはお問い合わせください。
高温度金型へ対応可能な高精度位置決め部品「RFCS」
従来の位置決め部品「RFCS」の特長をそのままに、リテーナ部を従来のアルミ製から真鍮製にすることで、耐熱温度が150℃から170℃となりました。
これにより、課題であったスーパーエンプラやゴム等の高温度金型への対応も可能となりました。ベアリングによる位置決めにより従来では熱膨張により摩耗が顕著だった位置決めブロック及びテーパーピンに比べ飛躍的な部品寿命と位置決め精度を実現します。また金型のメンテの手間を軽減し作業者負担を大幅に軽くすることが可能です。
従来の位置決め部品「RFCS」(7990/7992シリーズ)はページ下部のバナーよりご覧いただけます。
従来の高精度位置決め部品「RFCS」用の金型設計で置き換え可能
金型に組み込まれる部分である本体・ブッシュどちらの径(下記図面d3部)も、従来の位置決めユニット(RFCS 7990シリーズ)と同じ寸法となっています。
そのため、現在の金型寸法を変更することなくご利用いただけます。
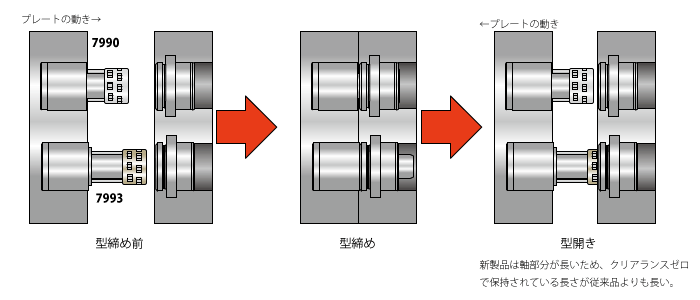
離型時の金型精度保持時間を長くすることが可能
7993シリーズでは、稼働時にブッシュに挿入される部分が、従来の位置決めユニット(RFCS 7990シリーズ)より50%以上長くなりました。
これにより、離型時の金型保持時間が長くなり、その分RFCSの特長であるクリアランスゼロを保つことができます。そのため、食い切り構造がある金型に適しています。
高温度金型での実例
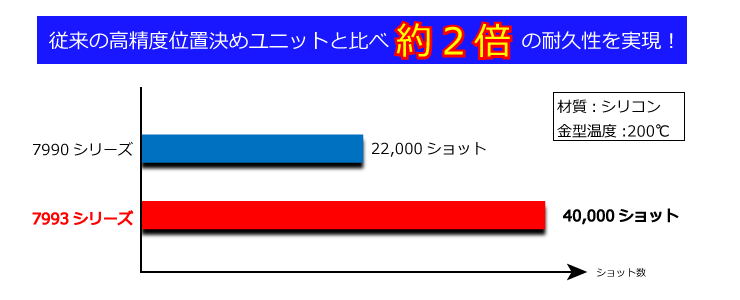
耐久テストを実施した結果、下記の結果が得られました。
金型温度200℃の高温度下で従来の高精度位置決めユニット(7990シリーズ)と比較して約2倍の耐久性を実現できました。
取付寸法及び各部のサイズ
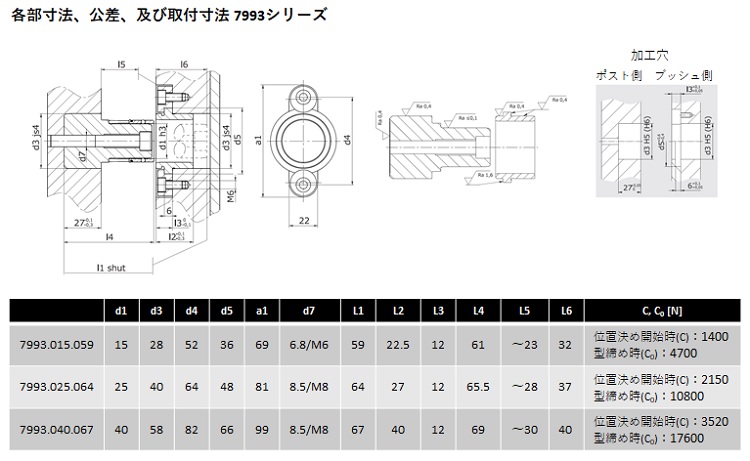
*上表L5について:
L5はRFCSのベアリングに予圧がかかり始める時の固定側と可動側のプレート間の距離となります。
例えば7993.015.059の場合、金型が締まる23mm手前から金型が締まるまでが位置決めされていることになります。
また型が開く際には、型締め時から23mm開くまでが位置決めが保持されていることになります。
仕様
|
|
本体 | SCr415 |
| リテーナ | 真鍮 | |
| ローラー、ブッシュ | 特殊ベアリング鋼(SUJ2相当) | |
|
硬さ |
SUJ2 : HRC62-64 | |
| SCr415 : HRC61-63 | ||
|
表面粗さ |
プレート導入部 | Ra0.4 |
| 軸外径部 | Ra0.1 | |
| 推奨はめあい公差 | js4/H5(H6) | |
| 耐熱温度 | 170℃ | |
|
|
クランプ2個、ネジ2本(M6×18) | |
| M6×65 1本(Sサイズ) | ||
| M8×70 1本(Mサイズ) | ||
|
取付方法 |
軸 | ネジ止め |
| ブッシュ | クランプ止め | |
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供する「3Dfindit web2CAD」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
関連リンク・カタログダウンロード・お問い合わせ
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
その他のRFCS
射出成形金型向け関連製品
関連製品の詳細は以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問い合わせ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
※価格につきましては「総合カタログ」をダウンロード、またはお問い合わせください。
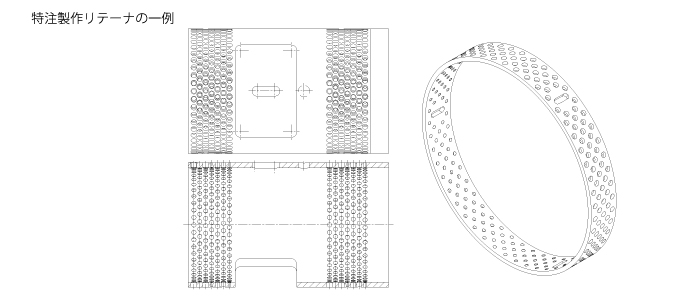
CADフォーマット
アガトンでは特注リテーナ製作を承ります。ボール、ローラーなどのベアリング選択が可能です。各CADフォーマットに対応しております。
用途:金型用(光学金型レンズコア位置決め用など)、機構部品用(工作機械など、スピンドル用、治具用)
| 対応CADフォーマット | 2D:DXF / DWG 3D:STEP / IGES / CATIA その他PDF、紙ベース図面も可 |
ご依頼図面には下記の詳細内容につきましてモレがないかご確認下さい。
・内径/外径
・長さ
・ケース材質
・使用ベアリング
・使用予定数量
ベアリングの密度は使用用途に応じご提案させて頂きます。摺動する方向(タテ・ヨコなど)また偏荷重がどれぐらいかかる可能性があるかなどの条件を頂ければ諸条件を考慮したリテーナを提案致します。
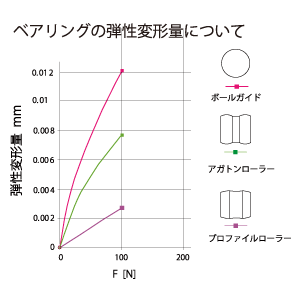
ベアリングの弾性変形量について
ベアリング径及び形状によりそれぞれの変形量に差が生じます。ガイド部品への接触面積が小さいほど変形量は大きく、接触面積が大きいほど変形量が小さくなる傾向があります。ボールでは弾性変形量の幅が大きく機構部品上ではスプリングのような衝撃吸収、負荷吸収のような役割で用いる事が可能です。またローラーは剛性が必要な摺動部に大きく役割を果たします。
必要予圧量については特にアドバイスをしておりません。ただし軸部分やハウジング部分(ブッシュ)なども同時手配の場合はメーカー基準にて予圧調整をしてお納めさせて頂きます。
カシメ
ボールガイド、ローラーガイドのベアリングのカシメは切削やカシメ機を用い独自のカシメを開発しベアリングが飛び出さないような仕様となっております。またカシメ内にポケットが出来ることでグリスを保持し常時ベアリングの表面にグリス被膜を作ります。(下はボールリテーナ―のカシメ、ローラーは非公開としております。)
主要スペック
| ボール | アガトンローラー | プロファイルローラー | |
| 形状 | 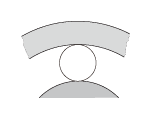 | 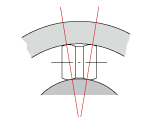 | 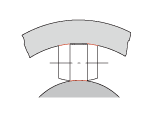 |
| 写真 |  |  |  |
| ベアリング径 | Φ1~6 | Φ3~4 | Φ3~4 |
| 軸径 | Φ3~130 | Φ15~130 | Φ25~130 |
| ベアリング等級 | G10 (ISO3290-1) | 独自規格 | 独自規格 |
| 材質 | SUJ2 SUS404C SiC Si3N4 ZrO2 | SUJ2 | SUJ2 |
| 硬さ | HRC62-64 | HRC62-64 | HRC62-64 |
| ケース材質 | POM樹脂 PEEK樹脂 アルミ合金 真鍮合金 SUH1(マルテンサイト系ステンレス) | アルミ合金 真鍮合金 | アルミ合金 真鍮合金 |
| 耐熱温度 | POM樹脂:150℃ PEEK樹脂:200℃ アルミ合金:150℃ 真鍮合金:200℃ SUH1:600℃ | アルミ合金:150℃ 真鍮合金:200℃ | アルミ合金:150℃ 真鍮合金:200℃ |
| 潤滑※1 | 必要 | 必要 | 必要 |
| 対応スピード | 150m/min | 150m/min | 40m/min |
※1 専用潤滑油はありませんが、Microlube GB0、Kluberplex BEM41-141、BARRIELTA L55/2 H1が推奨潤滑油となります。
その他上記以外のサイズや寸法でも作れる場合がございます。お尋ねください。
特注リテーナ製作の事例
これまでの製作実績の一例

価格・納期
価格:ケース材質・ベアリング形状・ベアリング数量及びリテーナ数量などで価格が
決まります。お問い合わせください。
納期:4~5週間程度
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
(クリックすると新たなタブが立ち上がります)
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
(クリックすると新たなタブが立ち上がります)
アガトンローラーガイドの特長
アガトンローラーガイドとは、アガトン社が独自に開発した高剛性ベアリング「アガトンローラー」を使用した高剛性・高精度・不回転ガイドとなります。
そのローラー形状により、本来のローラーの特長に加え、偏荷重分散構造やボールガイドとの互換性などの特長を持っています。
ラジアル方向に回転しないガイド
アガトンローラーはハの字に予圧が掛っており、ラジアル方向には不回転のガイドです。ストロークの長いプレス加工ではボールの微細なラジアル回転がありパンチやダイの摩耗の原因になります。アガトンローラーはプレス金型におけるパンチプレートの挙動安定性を高め、パンチやダイ、パンチガイドブッシュの長寿命化に貢献いたします。
進化したローラーベアリング
スピード・剛性を両立するベアリング形状
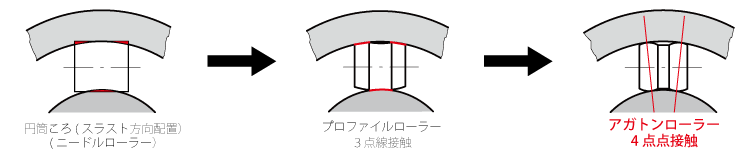
アガトンローラーは円筒ころを基に、偏摩耗しにくい形状でありながら剛性を極力落とさない形状に進化させたプロファイルローラーから、ベアリングの接触点を「線」から「点」にすることで高速プレスにも対応した究極形態です。
ベアリング剛性比5倍
アガトンローラーベアリングはボールベアリングと比較し、約5倍の剛性を持ちます。そのため、偏荷重が掛かりやすいプレス加工に最適です。
『ボールガイドではヘタるのが早い』『プレーンガイドでは精度がラフ』そのような時にはアガトンローラーガイドがお薦めです。
※ベアリング1個当たりの剛性の比較は一例となります。
ボールリテーナとローラーリテーナではリテーナ1個当たりのベアリング数が異なるため、必ずしも5倍となるとは限りません。詳しい個々の剛性についてはカタログをご参照ください。
偏荷重分散構造

アガトンローラーガイドはボールガイドと同様に丸物のガイドポストを使用できるため、アガトンローラーリテーナのベアリングはリテーナ全面に配置できます。
また、アガトンローラーリテーナはガイドポスト・ガイドブッシュ全面にベアリングが接触するように配置しています。
そのため、偏荷重が掛かった際にもガイドポスト全体に荷重を分散することができ、どの方向から荷重がかかっても同じ剛性で受け止めることができます。
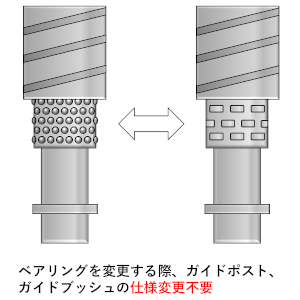
ボールガイドとの互換性
ボールガイドとの互換性
アガトンローラーガイドはボールガイドと同様に丸物のガイドポストを使用できるため、ボールガイドとの互換性があります。
つまり、アガトンローラーガイドからボールガイドに変更する際、もしくはボールガイドからアガトンローラーガイドに変更する際は、リテーナのみ変更するだけでガイドポストとガイドブッシュは同じ仕様が使用できます。
そのため、ベアリングを変更した際に設計を変更する必要がありません。(右図)
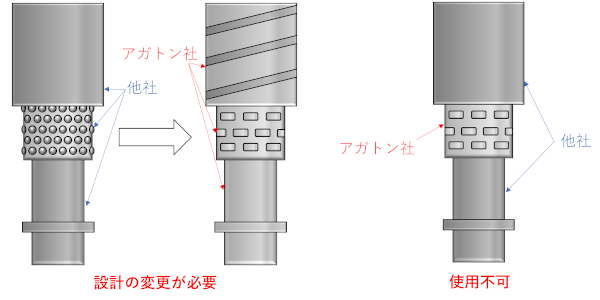
ただし、他社のボールガイドからアガトン社のボール/ローラーガイドに変更する際は設計変更をする必要があります。(下図左)
ボール/ローラーリテーナはアガトン社製、ガイドポストとガイドブッシュは他社という使い方もできませんのでご注意ください。(下図右)
上下で異なるベアリングを使用可能
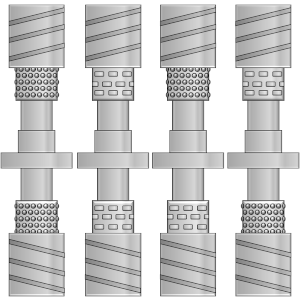
ストリッパ固定ガイドの場合、上側をボール、下側をローラー(もしくはその逆)といった使い方も可能です。
高速プレスにも使用可能
アガトンローラーガイドの最大スピードは150m/min。ストロークにより1000spm以上の高速プレス加工も可能です。
※アガトンガイドの特徴についてはページ下のバナーより「アガトンガイド」ページをご覧ください。
アガトンローラーガイドの仕様と応用先
仕様
標準品でサイズはISO/DIN規格に基づいた展開をしておりΦ15~Φ63まで取り扱っております。お客様の要望に応じて特注製作も可能です。
| 径 | φ15~63 |
| ローラー径 | φ3 or φ4 |
| ガイドポスト長さ | 41~180mm |
| 推奨使用温度 | 150℃以下 |
| 材質 | ベアリング:SUJ2 ケース:アルミ ガイドポスト、ガイドブッシュ:SUJ2 |
| 硬さ | ベアリング:HRC62-64 |
| 推奨潤滑油 | ベアリング用潤滑グリス Microlube GB0 |
応用先
通常で用いられる打ち抜きプレス型の他、以下のような金型で応用が可能です。
冷間鍛造 粉末冶金 曲げ・絞り加工 トランスファープレス 射出成形 機構部品
ファインブランキングプレス 厚板の打ち抜き加工
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供する「3Dfindit web2CAD」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
よくあるご質問
製品仕様に関する質問
アガトンローラーガイドはどんな用途に適していますか?
高精度な位置決め、または高剛性が求められるプレス加工に最適です。射出成形金型にも適用できます。
従来のボールガイドと何が違うのですか?
アガトンローラーガイドはラジアル方向には回転しない『不回転構造』が最も大きな違いであり、より高精度な加工が可能です。
アガトンローラーリテーナのサイズ展開はどのくらいありますか?
標準品でφ15~φ63までのサイズ展開があり、用途に応じて選択可能です。ご希望の寸法がない場合には特注での製作も可能です。
アガトンローラーの材質は何ですか?
特殊ベアリング鋼(SUJ2相当)となります。ガイドポストとガイドブッシュと同じ材質・同じ硬度となります。リテーナ(ケース)の材質はアルミ合金(2000系)となります。
高速プレスに対応していますか?
はい。150m/minの高速プレスにも対応可能です。
メンテナンス・運用に関する質問
メンテナンスはどのように行えばよいですか?
定期的な洗浄とグリスアップをお願いします。
推奨される潤滑剤は何ですか?
Klüber Microlube GB0が標準的な推奨グリスです。用途に応じて他の潤滑剤も選定可能です。
アガトンローラーガイドユニットの交換時期は?
ローラーに予圧がかからなくなったり、摩耗痕が目視できる場合は交換を推奨します。ガイドポスト、ガイドブッシュに摩耗が見られず、ローラーのみ摩耗が見られる場合は、アガトンローラーリテーナのみの交換も可能です。
リテーナの洗浄方法は?
水溶性の工業用洗浄剤で洗浄してください。リテーナ(ケース)材質がアルミのため、アルカリ性洗浄剤は使用不可です。
精度が落ちた場合の対処法は?
ガイドユニットの洗浄・再潤滑、または摩耗が進んでいる場合は部品交換を行ってください。
互換性・導入支援に関する質問
アガトンローラーリテーナは他社のガイド部品と互換性はありますか?
同一メーカの組み合わせでのご使用をお願いします。同等の寸法・形状で設計されていれば取り付けは可能ですが、性能を最大限に発揮できない可能性がございます。
アガトン製のボールガイドとの互換性はありますか?
はい。リテーナを交換するだけで使用できます。
アガトン製のプロファイルローラーとの互換性はありますか?
アガトンローラーガイドとプロファイルローラーガイドでは予圧設定が異なるため、互換性はありません。
CADデータはどこで入手できますか?
3Dfindit web2CADより入手できます。詳しくは以下の『CADデータのダウンロード』をご覧ください。
応用展開に関する質問
射出成形金型にも使えますか?
はい。射出成形金型のガイド部品としての使用実績がございます。
購入・納期に関する質問
製品の納期はどれくらいですか?
取り寄せの場合、通常ご発注後1~2週間となります。詳しくは以下の『お見積依頼からご発注までの流れ・納品について』をご覧ください。
最小注文数量はありますか?
標準品であれば1個からご注文可能です。特注品については別途ご相談ください。
関連リンク・カタログダウンロード・お問い合わせ
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品
関連製品の詳細は以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
※価格につきましては「総合カタログ」をダウンロード、またはお問い合わせください。
「ガイドで金型は変わる」
金型を変えるアガトンガイド
金型におけるガイド部品は、精度に大きく関わる一方で、パンチやダイ、パンチガイドブッシュなどの寿命を左右する非常に重要な金型部品です。
アガトンガイドはスイスの精密加工の長い歴史の中で磨き上げられたガイドです。
ガイドが与える変化は初めは小さいですが、それはやがて驚きへと変わります。
アガトンは精度の追求と量産性を高いレベルで実現します。
金型の追求の果てにたどり着くゴール、それがアガトンです。
アガトンガイドの種類

アガトンガイドには以下の3種類があり、用途に応じて使い分けできます。
・ボールガイド
・アガトンローラーガイド
・プロファイルローラーガイド
ボールガイドは3000spm以上の国内実績を持ち、コネクタ等の高速加工が要求される金型に適しています。
アガトンローラーガイドは剛性を維持しつつ、高精度加工が要求される金型に適しています。
プロファイルローラーガイドは射出成形金型のようなベアリング自体に金型荷重の負荷がかかるような金型に適しています。
アガトンローラーガイドとプロファイルローラーガイドの説明につきましてはページ下部にバナーリンクがございます。
アガトンガイドの特徴
アガトンガイドは以下のような他社にはない優れた特徴がございます。
超仕上げ加工:スーパーフィニッシュ
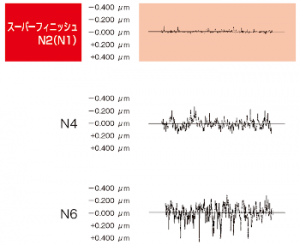
各部品摺動部超仕上げと高い加工精度により、長寿命を実現します。
【ガイドポスト】
面粗さ:Ra0.05(最小)
円筒度:2μm
真円度:1μm
【ガイドブッシュ】
面粗さ:Ra0.1
円筒度:2μm
真円度:1μm
独自のカシメ技術(特許)
ボール、ローラの新たなカシメ技術により高速加工時においてもリテーナからの飛び出しを防ぐことができます。
安定したベアリングの予圧設定
予圧とはプリロードとも呼ばれるベアリングのつぶし量であり、ポストの外径とブッシュの内径の差で求められます。
予圧はガイドの寿命に大きく影響し、パンチ等の金型の周辺部品の寿命にも影響します。
アガトン社のガイドユニットは、長年の経験から最も高精度かつ長寿命になるような最適な予圧量を設定しております。
ストリッパプレート固定ガイド
フランジ一体型のポストを金型のストリッパプレートに固定することで、従来に比べポストのたわみが1/8に減少します。
このポストは金型のサブガイドとして多く使われています。
アガトンガイドの仕様
| 品名 | 形状 | 材質 |
| 精密ガイドポスト | ストレート/着脱/ストリッパ固定 他 | SUJ2(特殊ベアリング鋼)相当 |
| 精密ガイドブッシュ | ストレート/フランジ付 他 | SUJ2(特殊ベアリング鋼)相当 |
| 高密度ボールリテーナ | アルミ/真鍮 | |
| 高剛性ローラリテーナ | アルミ/真鍮 |
アガトン社では様々な形状・寸法のガイドポスト・ガイドブッシュを取り揃えており、用途に応じてボールタイプ・ローラータイプのガイドユニットを組み合わせることができます。
詳細な情報に関しましては、カタログをダウンロードいただき、ご参照ください。
カタログはページ下のバナーよりダウンロードいただけます。
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。
アガトン社の概要
アガトンは1919年にスイス・ソロトゥルンで創業された歴史ある企業です。
創業時は精密な時計産業に強みを持つ企業でしたが、今、現在は高精度研削盤とプレス・射出成形金型などの金型標準部品を事業の2本柱としており全て自社生産で対応しております。アガトン製品は世界市場から高い評価を頂き世界中に展開しております。
長年の経験や専門性に基づき世界の皆様の効率的なコスト管理や高い精度へのニーズを満たす市場優位性のある商品を提供しています。
お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品リンク
関連製品の詳細は以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
概要
ベアリング用グリス「MICROLUBE GB0」は金型ガイド部品用のアガトン推奨グリスです。
ボール/ローラーベアリングに最適であり、プレス・モールド金型でのリテーナ寿命を向上させます。
※Microlube GB00という製品が似た名称でありますが、別製品です。当社では取り扱いが無い為ご注意ください。
特徴
・ボールベアリング・ローラーベアリングに最適
・プレス・モールド金型のリテーナー寿命を向上
・低温度~中温度域でパフォーマンスを発揮
用途
・プレス金型用ボール/ローラーガイド
・平歯車
・ベベルギア
・スライドウェイ
・軸受け
性状
| 品番 | 080.90.110 |
| 使用温度域 | -25~150 ℃ |
| 色 | 赤褐色 |
| 基油 | 鉱油 |
| 増ちょう剤 | リチウム石けん ケイ酸塩 |
| ちょう度 | 0号 (25℃, 60w) |
| サイズ | 10.5 x 18 cm |
| 重量 | 1.2 kg (内容物 1 kg) |
注意事項
・ご使用の際はSDSを一読の上、ご使用ください。
・本製品はRoHS規制準拠の製品となります。
・環境関連物質不使用の製品となります。
関連技術情報ページ
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品リンク
関連製品の詳細については以下バナーよりご覧ください。
製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。
カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。
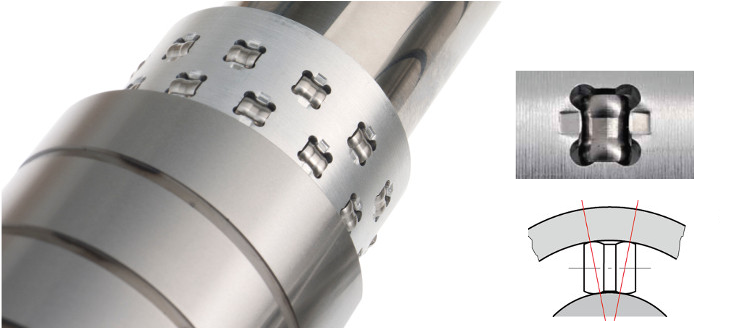
高剛性ローラーによる粉末冶金金型向けガイド
本製品はアガトン社のローラーガイドを使用した粉末冶金金型向けガイドユニットとなります。 「混合」→「成形」→「焼結」といった粉末冶金加工の中で本製品は「ネットシェイプ」「ニアネットシェイプ」を実現する次世代のガイドユニットとなります。
アガトン・シンターアダプターのメリット
ネットシェイプ、ニアネットシェイプの実現
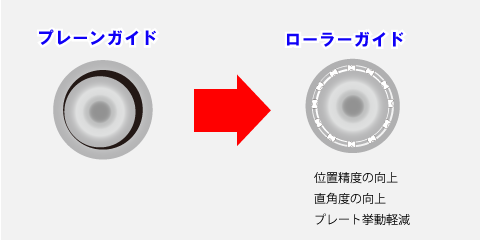
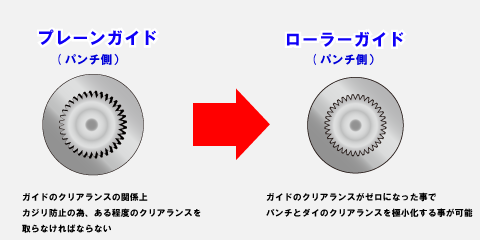
ポストとブッシュのクリアランスが片側10μm程度必要なプレーンガイドに対しアガトンローラーガイドは予圧(プリロード)を掛けて摺動する仕組みの為、ポスト、ブッシュ間のクリアランスはゼロになります。金型はローラーガイド化する事により金型が片側に偏り、片バリが出るという事は完全に無くなります。
ツールセットの高精度化に伴い粉末成形における成形精度が向上し、成形工程と焼結工程でネットシェイプまたはニアネットシェイプを実現。マシニング加工、研削加工における仕上工程を省略、または軽減する事で生産性を向上させます。日本国内の粉末冶金金型はプレーンガイドで30年以上も同じ構造のままという事が多く、金型の進化は止まっている事が多い状態です。このシンターアダプターは粉末冶金におけるツールセットを次世代の高精度化を実現致します。
メンテナンスの手間を大幅に軽減
プレーンガイドに比べ、潤滑の手間が著しく軽減されます。ローラーガイド自体が摩耗を大幅に減少させる構造になる為、給油の手間が省けます。またローラーベアリングは焼付きを起こしません。さらに予圧をかける構造になることによりパンチ摩耗が軽減され、寿命が延びます。
長寿命化
アガトンではガイドの寿命を延ばす為に下記のような対策を講じています。
粉塵対策
鉄・及び超硬粉末がガイドに進入するのを防ぐジャバラ及びシャフトシールを使用
面粗度
ポスト及びブッシュはスーパーフィニッシュ処理により面粗度をRa.0.05仕上げしツールを長寿命化
高剛性ベアリング
耐摩耗性に優れたアガトンローラーを使用。ボールリテーナよりはるかに高い耐久性を誇ります。
粉塵対策
シャフトシール及びジャバラの使用
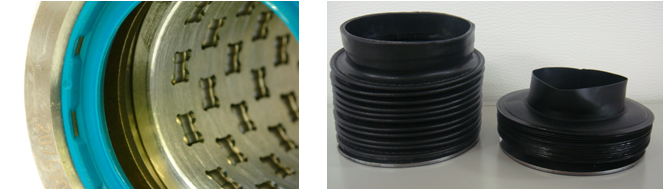
アガトンの粉末冶金金型向けローラーガイド「シンターアダプター」では2重の超硬粉末、鉄粉の混入対策を講じています。ガイド全体をジャバラで覆い、さらにブッシュ内部のローラーの保護の為、シャフトシールを使用しています。ジャバラがカバーの役割を果たし、シャフトシールが万が一、超硬粉末が侵入したとしてもスクレイパーのようにブッシュ外部に超硬粉末を掃き出しします。もし超硬粉末がブッシュ内部に入るとローラー及び、ブッシュ内径部にダメージが及びます。アガトンガイドでは粉塵の進入・混入に配慮した構造が反映されています。
エアリリーフ-Air relief-
粉塵対策にジャバラを用いることで、内部のエアを漏らさず、外部から粉塵の吸い込みを防止する構造が必要となってきます。そこでアガトンではエアリリーフという構造を採用致しました。ガイドポストの貫通穴を通じて金型の上型と下型で空気が循環する構造となっており、ジャバラ内部の空気圧を適正に保ちます。
