ストリッパ固定ガイドとは
ストリッパ固定ガイドとは、金型のストリッパプレートに固定するタイプのガイド部品となります。
主にプレス加工金型のサブガイドに使われますが、3枚プレートの射出成形金型のガイドピンとしても使われることもあります。
高い加工精度が求めれる金型や、何千万、何億ショットも安定して生産することが求めれる金型には非常に重要な製品となります。
アガトン社のストリッパ固定ガイドはこれらの要求をいくつも実現しています。
ストリッパ固定構造のメリット
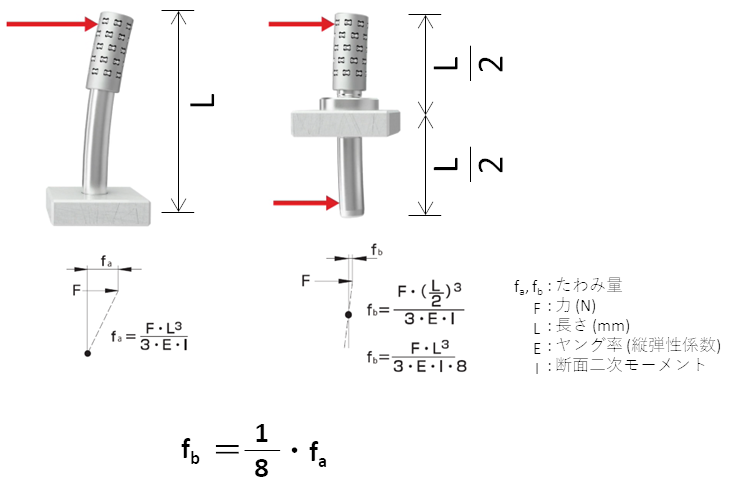
ストリッパプレートに固定するタイプのガイド部品の最大のメリットはガイドポストのたわみを抑え、加工位置精度が向上できる点になります。
右図のようにガイド側面から荷重がかかった時、つまりプレス加工において偏荷重が掛かった時に、ダイプレート(もしくはパンチプレート)に固定するタイプのガイドポストに比べ、ストリッパプレートに固定するストリッパ固定ガイドはガイドポストのたわみを1/8まで抑えることができます。
たわみを抑えることができれば、抜きや曲げ加工をするパンチの位置ズレも抑えることができ、パンチとダイのクリアランスを小さくし、結果として高精度な加工が実現できます。
アガトン社のストリッパ固定ガイド
アガトン社のストリッパ固定ガイドは様々な特長を有しており、主に電子部品製造、自動車部品製造の業界で非常に多く使用されています。
昔から使用されている電子部品業界では、ストロークスピード3000spm以上を実現し、ガイド部品寿命も1億ショットを優に超える実績があります。
さらにガイド部品寿命だけではなくプレス加工で重要なパンチの寿命も何倍にもなり、歩留まり改善などの生産性向上やコスト削減に貢献しています。

アガトン社のストリッパ固定ガイドの特長
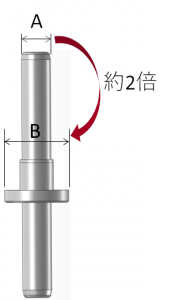
フランジは摺動部の2倍の大きさ
アガトン社のストリッパ固定ガイドポストは、摺動部の約2倍のフランジを兼ね備えています。
フランジが大きいことで、ストリッパプレートの傾きを抑え、ガイドの直立性を保つことができます。
ガイドポストは傾きが発生すると、パンチの摩耗が顕著になり、打ち抜きのダレ、バリなどの他、ベアリングに偏荷重が掛かり摩耗を助長します。
アガトン社のストリッパ固定ガイドは、フランジによる高い直立性により、ベアリングにかかる偏荷重を抑えリテーナの長寿命化が実現するほか、打ち抜きの精度維持、パンチの長寿命化を実現します。
ガイドポスト・ボール/ローラーベアリング(リテーナ)・ガイドブッシュが同じ硬さ
アガトン社のガイドポスト・ベアリング・ガイドブッシュは全てSUJ2(高炭素クロム軸受鋼鋼材)を採用しており、硬度も揃えています。
ガイドポストとガイドブッシュの硬さがベアリングの硬さに負けないため、「タテスジ痕」がほぼ入りません。
| 硬さ | |
| ガイドポスト | HRC62-64 |
| ベアリング | HRC62-64 |
| ガイドブッシュ | HRC62-64 |
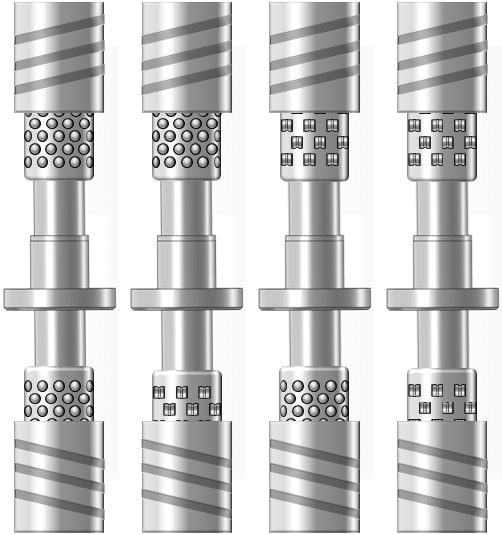
ボールとローラーが使い分けできる高い互換性
アガトン社のボールガイドとローラーガイドはどちらも同じガイドポストが適用できます。つまり、ボールガイドからローラーガイドへ仕様を変更する際、設計の変更はしなくてもよくなります。(一部使用するリテーナの長さによっては変更の可能性もあります)※
例えば、ボールガイドを使用していて、もう少し剛性が必要となった場合でもリテーナのみをボールリテーナからローラーリテーナに変更するだけで使用できます。またローラーガイドを使用していて、剛性は十分足りているため、ボールリテーナに変更してコストを抑えることも可能です。
また、ストリッパ固定ガイドの場合は上側ボール、下側ローラー(またはその逆)といった使い方も可能です。
※注意※
アガトン社のボールガイドからローラーガイドへの変更に限ります。
アガトン社以外のボールガイドからアガトン社のローラーガイドへ変更する際はガイドポストとガイドブッシュも合わせて変更する必要があります。
潤滑油
ボールガイドやローラーガイドを使用する際は潤滑は必須となります。
無潤滑での利用はベアリングの摩耗を極端に進めてしまう恐れがあります。
アガトンガイド専用グリスはございませんが、以下のグリスが推奨となります。
・NOKクリューバー社 Microlübe GB0(耐熱温度150℃)
・NOKクリューバー社 Kluberplex BEM 41-141(耐熱温度150℃)
・高温環境及びクリーンルーム、食品機械などへはNSF H1に登録されているBarrierta L55/2 H1がおすすめです。(耐熱温度260℃)
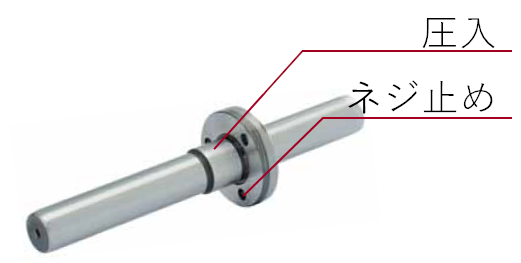
取付方法
アガトン社のストリッパ固定ガイドは圧入とネジ止めとなります。
圧入部の穴寸法公差はISO K5となります。
※ネジは付属しておりません。
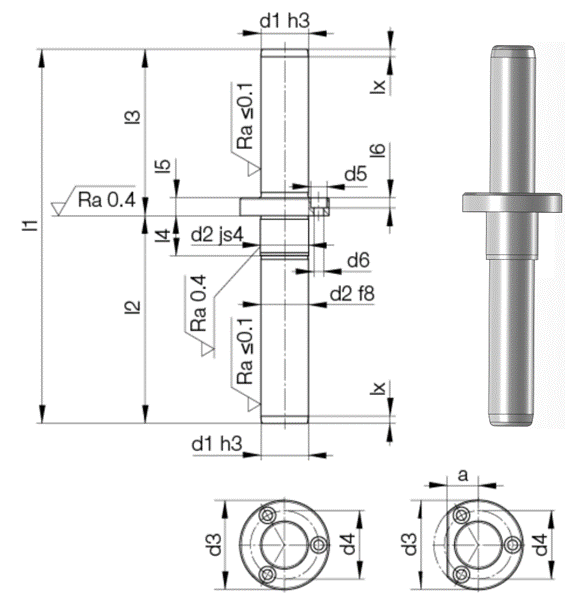
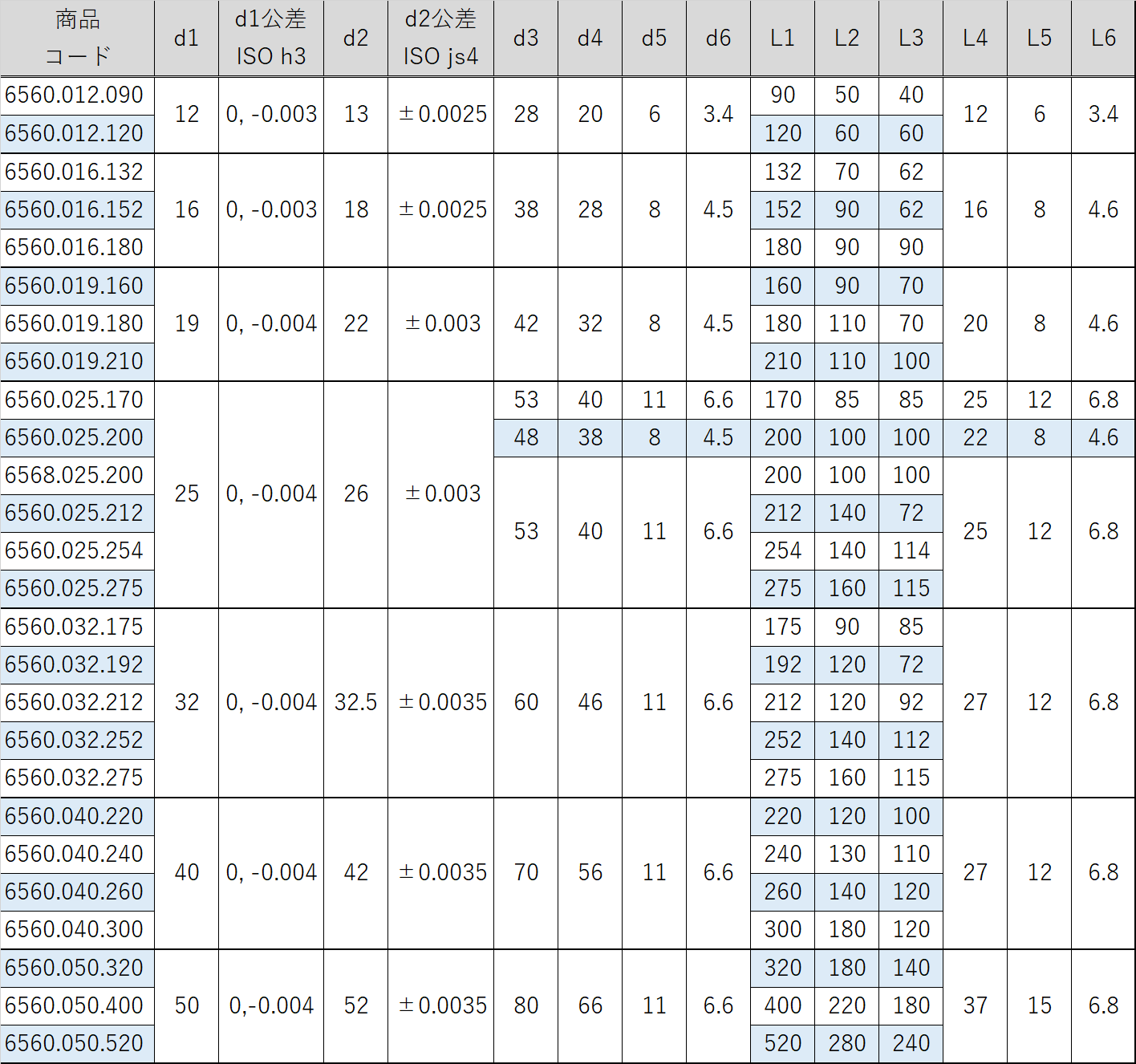
仕様・ラインナップ
仕様とラインナップは以下の通りとなります。
各品番のCADデータにつきましては外部サイトのCADダウンロードサービスからダウンロード可能です。
ダウンロード方法については以下の「CADデータのダウンロード」をご覧ください。
価格につきましてはお見積依頼、もしくは総合カタログをダウンロードしてください。
仕様
| 材質 | :SUJ2 |
| 硬度 | :HRC62-64 |
| 仕上げ | :スーパーフィニッシュ |
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は右のバナーよりご覧ください。
お見積依頼からご発注までの流れ・納品について

よくあるご質問
製品仕様・互換性に関する質問
ストリッパガイドのサイズ展開はどのくらいありますか?
ガイドポストは、現在φ12~50までのサイズ展開があります。詳細は上記『仕様・ラインナップ』をご確認ください。ご希望の寸法がない場合には特注対応も可能です。
ガイドポスト径の公差はどの程度ですか?
摺動部(d1)はISO h3となっております。圧入部(d2)はISO js4となります。
パンチ固定式と比べてストリッパ固定式の特徴は何ですか?
ガイドポストのたわみが1/8に減少し、金型の剛性や位置精度が向上します。
特注寸法での製作は可能ですか?
はい、可能です。図面(もしくは各寸法)と数量をご検討の上、お問い合わせください。
ストリッパガイドを使うことで何が改善されますか?
加工精度の安定化や金型寿命の向上が期待できます。
メンテナンス・運用に関する質問
製品の摩耗が進んだ場合、どの部品を交換すればよいですか?
ガイドポスト・ボール/アガトンローラーリテーナ・ガイドブッシュのどの部品も交換可能ですが、ボール/アガトンローラーリテーナのみ交換される場合が多いです。ガイドポストやガイドブッシュにも摩耗が確認される場合には一式交換をご検討ください。ただし、プロファイルローラーガイドは、いずれかの部品(リテーナのみなど)の摩耗が確認された場合でも一式交換が必要となりますのでご注意ください。
使用中にガタが出てきた場合の対処方法は?
いずれかの部品で摩耗が進行している可能性があります。部品交換をご検討ください。
製品の寿命を延ばすためにできるメンテナンスは?
定期的な清掃とグリスアップを行っていただくことで、摩耗の防止になります。
推奨使用温度範囲はありますか?
リテーナ材料がアルミの場合は150℃まで、真鍮の場合は170℃までとなります。
購入・納期に関する質問
最小注文数量はありますか?
標準品であれば1個からご注文可能です。特注品については別途ご相談ください。
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品
関連製品の詳細は以下バナーよりご覧ください。


製品ラインナップ・技術情報
製品ラインナップや技術情報は以下バナーよりご覧ください。

カタログダウンロード・お問合せ
各種カタログは以下のバナー(左)よりダウンロードいただけます。
製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。

