
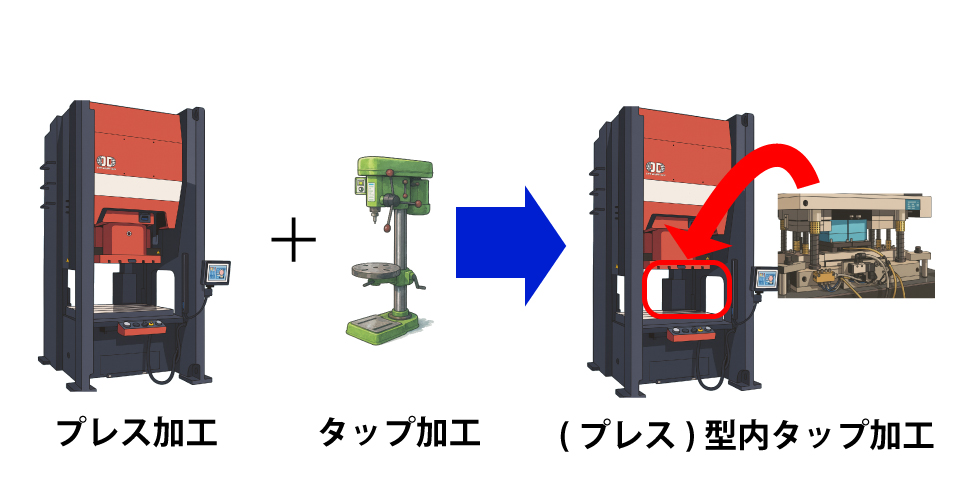
アガトン機械式タップユニットでできること
アガトンの金型内タップユニット(機械式)は、プレス工程の中にタップ加工を組み込み、「プレス+タップ」を1工程化できるシステムです。従来のように、プレス後にワークを搬送し、別工程でボール盤やタッピング盤にかける必要がないため、搬送・段取り・再位置決めといった二次加工のムダを大きく削減できます。
さらに、プレスの上下動を回転運動へ変換する機械式スクリュー方式により、最大150SPMの高速タッピングや複数箇所同時加工に対応できます。量産現場においては、生産性向上だけでなく、仕掛在庫の削減、人件費の低減、設備集約による省スペース化にもつながります。
また、本ユニットでは転造タップを採用するため、切りくずを出さずにねじを成形でき、工具寿命の延長やねじ強度の向上にも有利です。検出システムや潤滑ユニットを組み合わせることで、折損や誤送りによる金型損傷リスクも低減できます。
アガトンが機械スクリュー方式を主力とする理由
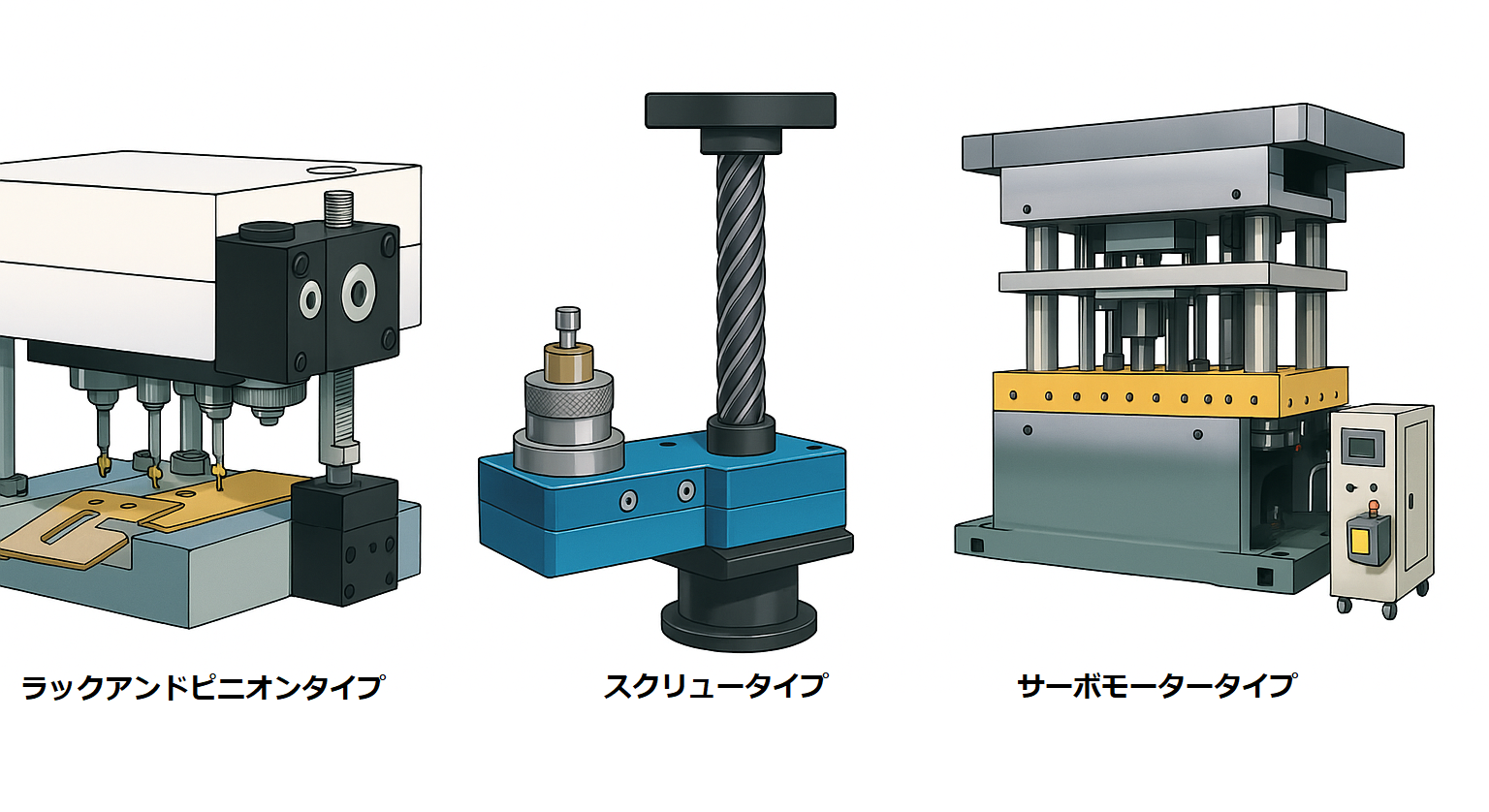
金型内タップユニットには、機械式とサーボ式がありますが、アガトンでは量産ラインで求められる高速性・高トルク・構造のシンプルさを重視し、主力として機械スクリュー方式を展開しています。
機械スクリュー方式は、プレスの上下動を安定して回転運動へ変換でき、多条ねじや複数穴同時加工にも対応しやすい構造です。特に、量産プレスと同期した高速加工との相性がよく、設備全体を大掛かりな制御系にせずに構成できる点が大きなメリットです。
ラックアンドピニオン方式は小径用途では有効ですが、トルク面で適用範囲が限られます。一方でサーボ式は柔軟性に優れるものの、機械スクリュー式に比べると制御装置や電源系統を含めた構成が大きくなりやすく、量産用の標準構成としては過剰になる場合があります。
そのため、アガトンでは量産現場で最も導入しやすく、かつ高い生産性を発揮しやすい機械スクリュー方式を中心に提案しています。
アガトン機械式タップユニットのシリーズラインナップ
アガトンの機械式金型内タップユニットは、加工サイズ、タップ方向、チャック方式、設置方法に応じてシリーズ展開されています。標準量産向けのZR/ZGを中心に、微細ねじ向けのZ、高負荷量産向けのV、横方向加工用のB、角度可変対応のX、トランスファープレス向けの6JSなど、用途に応じた選定が可能です。
機械式スクリュー方式タップユニットの分類
加工穴数・サイズ・方向・チャック方式・設置方法ごとにシリーズを整理しています。










| 分類 | タイプ | 主な用途・特徴 | 該当シリーズ |
|---|---|---|---|
| 加工穴数 | シングルタップタイプ | 1つのねじ穴を安定加工。 段取り容易で汎用性が高い。 | ZR |
| マルチタップタイプ | 複数穴を同時加工。 ピッチ同期でタクト短縮。 | ZR(マルチ), ZG | |
| 加工サイズ | 微細タイプ | 小径・精密部品向け。 芯出し・ガイド精度・潤滑管理が重要。 | Z |
| 大径タイプ | 自動車・家具などの大径タップに対応。 高剛性レイアウトが前提。 | ZR(大型), ZG(大型) | |
| 加工方向 | 縦方向 | 一般的な上下面からの加工。 レイアウト自由度が高い。 | ZR, Z |
| 横方向 | 側面からのタップ。 干渉回避や形状自由度を確保。 | B | |
| 斜め方向 | 傾斜穴・多方向同時の要求に対応。 (角度調整機構/専用治具) | X | |
| チャック方式 | アウターチャック | 高把握力・交換容易。 必要スペースはやや大きめ。 | ZR, ZG, X, K, V |
| インナーチャック | 省スペースで小径・狭ピッチに有利。 | B, Z(小径) | |
| 両対応 | 外側・内側の両チャックに対応。 段取り自由度が高い。 | G | |
| 設置方法 | ストリッパープレート固定型 | 材料追従性が高く、量産で安定。 メンテも容易。 | ZR, Z |
| ダイプレート固定型 | 剛性重視。 大型金型・高荷重でも位置精度を確保。 | 8S, ZG | |
| トランスファープレス対応型 | 工程間搬送と同期して一括タッピング。 段取り短縮に有効。 | 6JS |
スペック表
※サーボモータータイプは別ページにてご案内致します。
| シリーズ | タップサイズ | タップ方向 | チャック | スクリュー径 (mm) | ストローク (mm) | 最小穴 中心距離 (mm) | シリーズ特性 |
|---|---|---|---|---|---|---|---|
| Z | M0.6~M2 | 垂直 | インナー | 19/25/32 | 20~300 | 10 | 微細小径特化モデル |
| ZG | M2~M12 | 垂直 | アウター | 19/25/32 | 50~500 | 10 | 高剛性スタンダードモデル |
| ZR | M2~M24 | 垂直 | アウター | 19/25/32 | 50~500 | 32 | ワイドレンジ対応モデル |
| K | M2~M12 | 垂直 | アウター | 19/25/32 | 50~500 | 10 | 中心軸型バランス設計 標準量産向け汎用モデル |
| V | M2~M12 | 垂直 | アウター | 19/25/32 | 50~500 | 10 | 高耐久・高剛性構造 高トルク/厚板量産向け |
| B | M2~M12 | 横方向 | インナー | 19/25/32 | 50~500 | 10 | 横方向専用モデル |
| X | M2~M12 | 0~90°可変 | アウター | 19/25/32 | 50~500 | 10 | 角度可変特殊モデル |
| 6JS | M0.6~M12 | 縦・横方向 | 専用構造 | 19/25/32 | 制限なし | 10 | トランスファープレス特化 |
| G | M0.6~M12 | 縦・横方向 | 両対応 | 19/25/32 | 可変対応 | 10 | ワークステーション型 |
転造タップについて
この金型内タップユニットでは切削タップを使用しません。転造タップを使用します。下穴の内径を塑性変形させ、穴の内部から押し広げるようにねじ山を加工するタップ方法です。特定メーカー専用品に限定されるものではありません。タップサイズ、シャンク形状、チャック方式、下穴径、被加工材、潤滑条件などの条件が適合していれば、彌満和、OSG、田野井、不二越など各社の転造タップを使用できます。一方で、金型内タップは一般的な単体加工機とは使用条件が異なるため、タップ全長、ねじ長さ、首下寸法、押込みトルク、加工速度まで含めて事前確認することが重要です。
特徴は以下の通りです。
切りくずが出ない
切削ではなく塑性加工のため切りくず処理が不要。
工具寿命が長い
刃欠けのリスクも少ないため、工具交換を抑える事が可能。
加工速度が速い
1工程でねじ山を形成できるため、加工時間が短い。
材料歩留まりが良い
切りくずが出ないため、材料のコスト効率が高い。
めねじ強度が高い
金属組織が切断されないため、ねじ強度が高い。
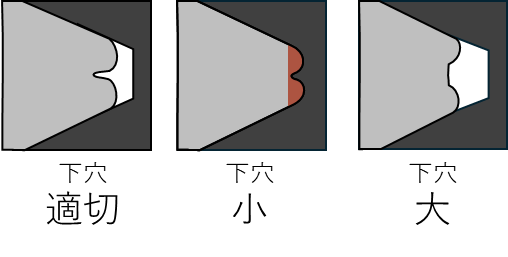
下穴径には注意が必要
下穴径が小さすぎるとトルクが増加し、タップ摩耗促進や破損の原因になります。下穴径が大きすぎると、ねじ山が小さくなりねじ強度が低下します。
下穴径の設定により形成されるねじ山の違い
転造タップは下穴の径の設定が非常に重要です。下穴径が小さいと形成された山がタップの摩耗を促進し、下穴径が大きいとねじ山が十分に形成されず、十分なタップ精度を得られません。下穴径の計算方法については技術ページにて解説します。
インナーチャックとアウターチャックについて
模内タップユニットのチャック形式は、アウターチャック型とインナーチャック型の2種類に分かれます。タップ径、設置スペース、メンテナンス性に応じて最適な形式を選定します。
■ アウターチャック型(Outer Chuck Type)
M2~M45まで対応する汎用タイプです。高トルク用途や量産金型で広く採用されています。ZR・ZG・X・Vシリーズなどが該当します。
■ インナーチャック型(Inner Chuck Type)
主にM2未満の微小ねじや、省スペース設計、横方向加工に適した形式です。ZシリーズやBシリーズが該当します。
■ タップ保護システム(External / Internal Protection)
材料送り不良、下穴ズレ、プリパンチ未加工、パンチ折損などの異常時に、タップが材料へ衝突して折損・ねじ山不良を起こすリスクがあります。保護システムが作動するとタップを3~5mm退避させ、衝突を回避してタップと金型を保護します。
・タップ破損の防止
・ねじ山品質の維持
・金型損傷リスクの低減
・不良連鎖の防止

外置式はメンテナンス性に優れ、高トルク用途に適します。内蔵式はコンパクト設計が可能で、省スペースレイアウトに有利です。
金型内タップユニット導入の進め方
国内では、金型内でのタップ加工はまだ一般的とは言えず、「どのように設計すればよいのか分からない」「失敗した時のリスクが心配」といった理由から、導入に踏み切れないケースも少なくありません。しかし、正しい手順で検討を進めれば、工程集約・生産性向上・品質安定といった大きなメリットを得ることが可能です。
ここでは、金型内タップユニット導入の代表的な2つの進め方をご紹介します。
① ガイドラインに沿って自社設計する方法
タップ工具メーカーやユニットメーカーが提示している設計ガイドライン(下穴径、推奨回転数、タップ径の限界、潤滑条件など)に基づいて、自社で金型設計を行う方法です。
・タップ径・ピッチと板厚の確認
・転造タップの選定
・下穴径の設定
・潤滑方式(ミスト/非ミスト)
② メーカーにCADを提出して提案してもらう方法
「社内に設計ノウハウがない」「初回は確実に成功させたい」という場合には、金型CADデータをメーカーに提出し、設計を提案してもらう方法が有効です。
設計ノウハウ保護の観点から、パンチやダイの詳細形状は不要です。
各プレート厚み、ダイハイト、ストローク量、設置スペース制限などが分かる簡易3Dデータをご提供いただければ、加工条件を踏まえたレイアウト案をご提案します。
これにより、金型構造上のリスク、情報漏洩リスクを事前に回避しながら導入を進めることができます。プロセスとしては以下のようになります。
