
射出成形金型用位置決め部品「RFCS」のコンセプト
従来の射出成形金型の位置決め部品はテーパーピンやストレートブロックなどが用いられてきましたが、形状的に摩耗が発生しやすく定期的なメンテナンスを必要としてきました。
アガトン社製 射出成形金型用高精度位置決め部品「RFCS」はベアリングで位置決めをするという従来の位置決め部品とは異なるコンセプトを持っております。
コンセプト動画 (2分50秒)
射出成形金型用位置決め部品「RFCS」の特徴
RFCSはストレートブロックやテーパピンと比較し、以下のような優れた特徴を有しております。
ズレ補正
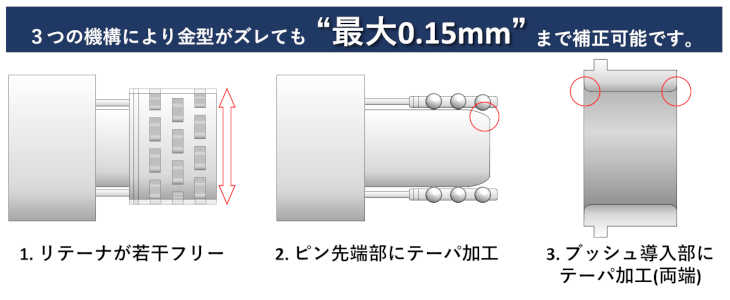
RFCSを使うことで金型のズレを最大0.15mm 補正※1する事が可能です。 RFCSは3つの機構により右図のように金型にズレが生じてもピン(リテーナ)がブッシュに挿入される設計になっています。
例えば、コア側とキャビティ側にそれぞれブッシュとピンを位置精度±0μmで設置したが、自重等の理由でキャビティ側が数十μm下がってしまった場合、RFCSにより初期位置である位置精度±0μmに補正することが可能となります。
※1 位置ズレはメインの位置決めとしてガイドピンを用い、補正前に0.05mm以内が推奨となります。
1. リテーナ部は若干フリー(遊びがある)状態であるため、コア側とキャビティ側がズレていてもリテーナが
ブッシュに挿入されます。
2. ピン先端にテーパ加工が施されているため、挿入時のベアリングへの衝撃を軽減できます。
3. ブッシュ導入部にテーパ加工が施されているため、挿入時のリテーナやベアリングへの衝撃を軽減できます。
ゼロクリアランスの位置決め
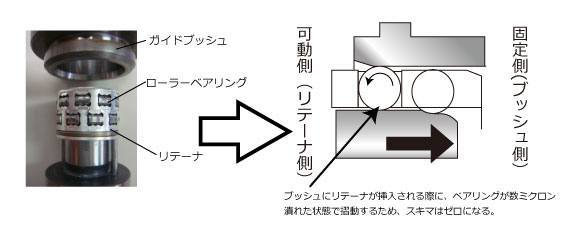
位置決め部品の位置決め精度は部品のクリアランスで表されます。
RFCSはベアリング方式となるためクリアランスは0(ゼロ)となります。
位置決め部品には等級が設定されております。
RFCSは超精級を上回る超超精級クラスに相当します。
右表は位置決めストレートブロックにおける精度の等級とRFCSの違い。
| グレード | クリアランス |
| スタンダード | 0.005~0.015 |
| 超精級 | 0.002~0.008 |
| RFCS | 0 |
長寿命
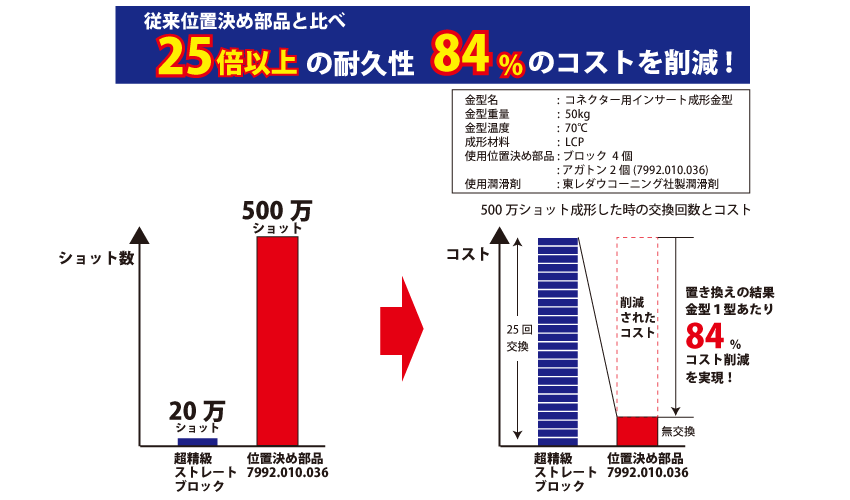
金型温度や金型のズレ量、金型重量という要素もありますが、RFCSは従来の位置決め部品に比べ圧倒的な長寿命を発揮します。国内では500万ショット以上部品無交換で打てた事例も多数ご報告頂いております。また、部品の長寿命化に伴いメンテナンスサイクルも伸びます。
そのため、現場の負担が減る事で大きなコストダウン効果が見込めます。上記の事例では部品の交換回数を大幅に削減し約60万円のコストダウンを実現しました。
高速化
高精度な金型では、位置決め部品のクリアランスが小さすぎてスピードを上げて運用するのは危険ですが、RFCSはベアリングで摺動するためカジリが発生する事もなく高速で生産する事が可能になります。
スペック上では500mm/sまでの高速化が可能であり、ハイサイクル化する事で生産性の向上が可能です。
現在では1000mm/sを超えるプラテン速度のスペックを持つ射出成形機もございますが、500mm/sを超える場合は射出成形金型向けアガトンローラーガイドをお勧め致します。
簡単運用
近年、国内で金型を作り海外の工場で生産している事例が増えていますが、従来の位置決め部品では、日本の技術者と海外の技術者の技能の違いにより海外で位置決め部品のカジりを発生されてしまうという事例もあります。
しかしRFCSを組み込んだ金型は金型の組み付けが簡単でご好評いただいております。
射出成形金型用位置決め部品「RFCS」のベアリング

高精度位置決め部品RFCSはプロファイルローラーというローラーベアリングが用いられております。
1個当たりのベアリング剛性はボールに比べ8~10倍程度の剛性を誇ります。
※画像をクリックすると、拡大画像がご覧いただけます。(新たなタブが立ち上がります)
射出成形金型用位置決め部品「RFCS」の取り付けイメージ
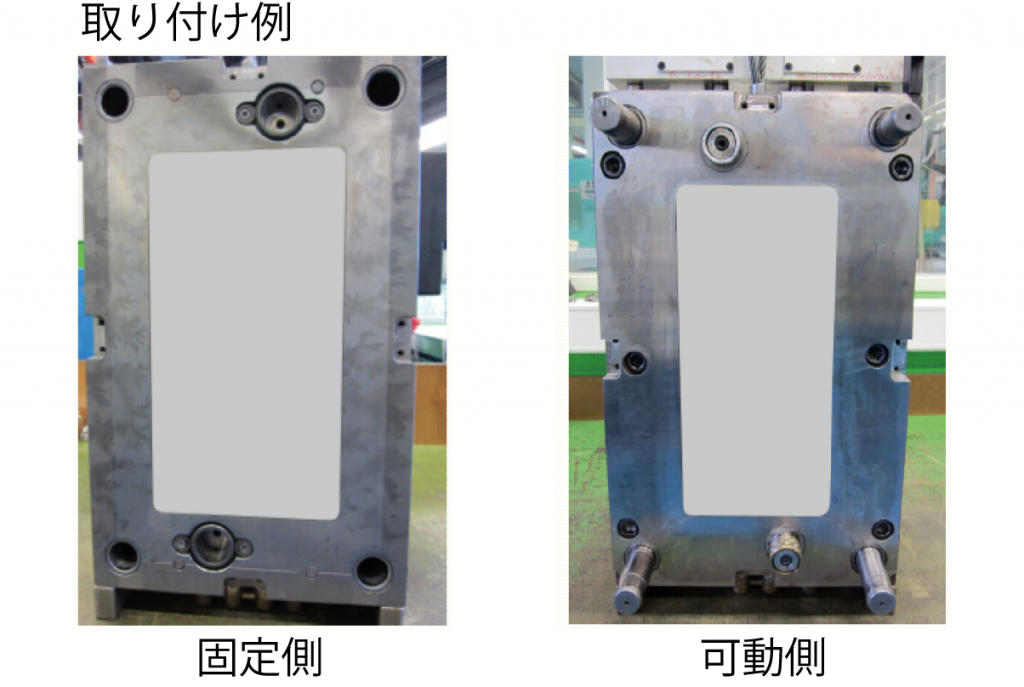
取付寸法及び各部のサイズ
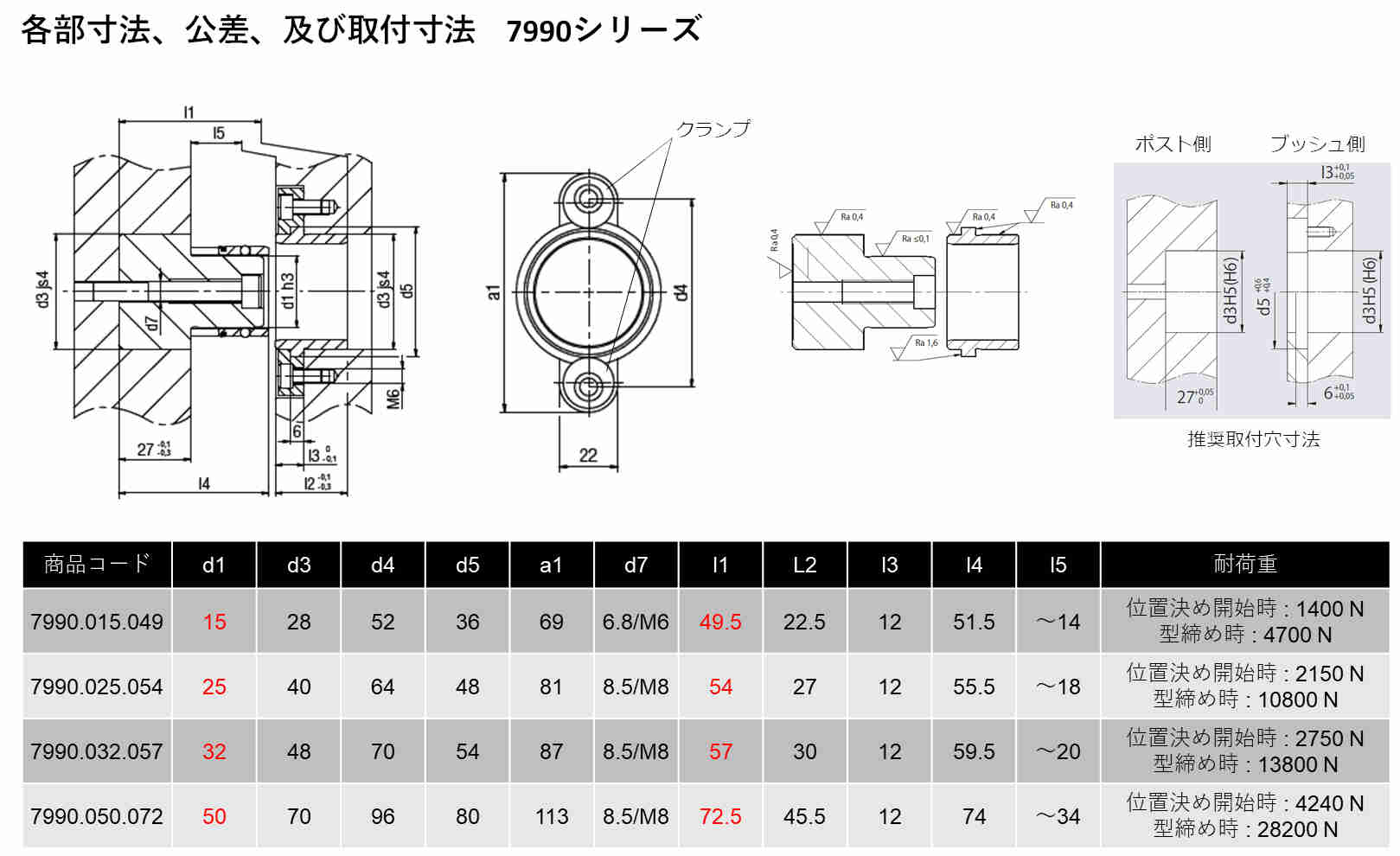
取り付け穴の公差は、ISO/DIN規格のH5及びH6が推奨となっております。
軸側はネジで締め、ブッシュ側はクランプを用いて締めるようになっております。
片側(例えば軸側)を先に締めてから、もう一方(例えばブッシュ側)を締めるという組み付け方が一般的です。
※画像をクリックすると、拡大画像がご覧いただけます。(新たなタブが立ち上がります)
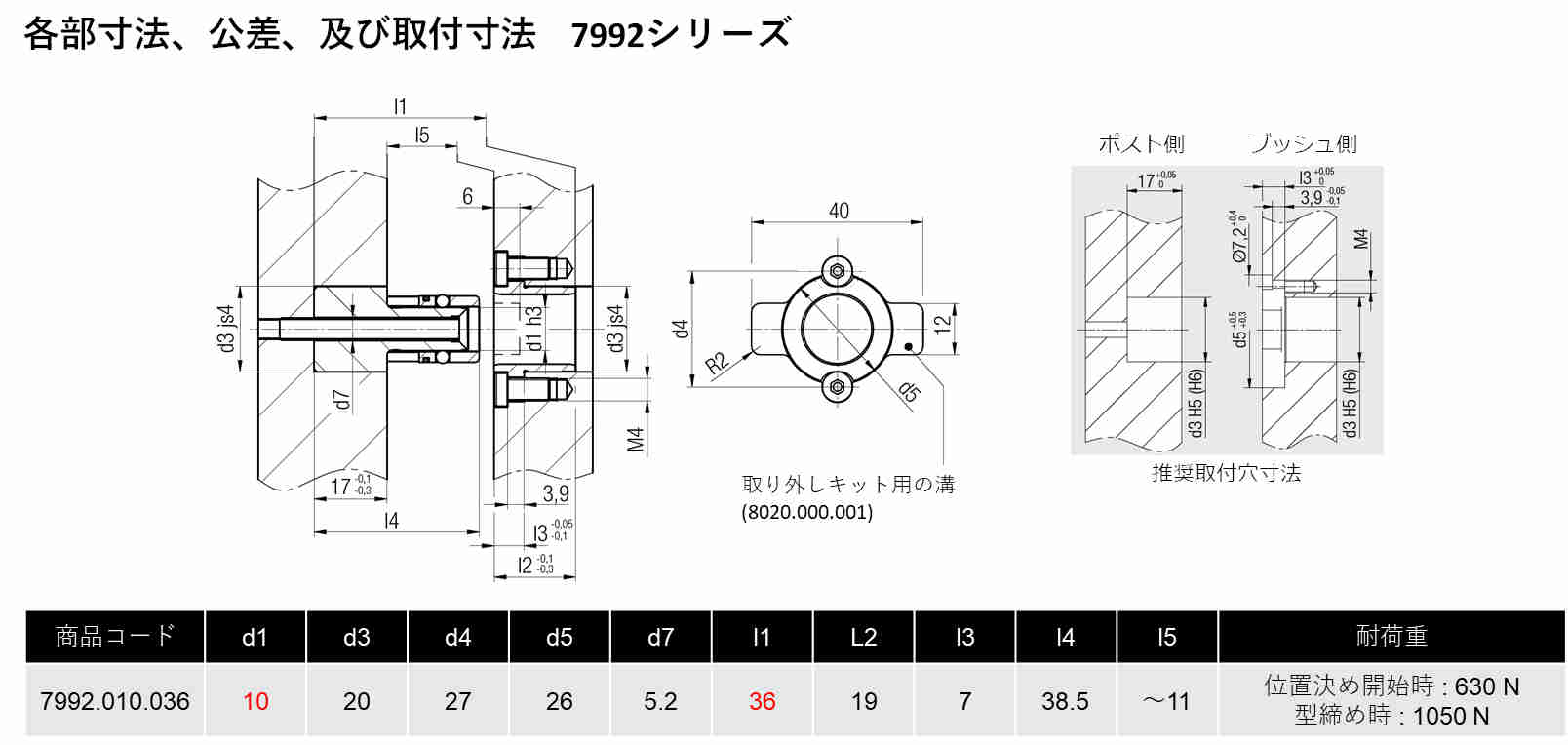
*上表L5について:
L5はRFCSのベアリングに予圧がかかり始める時の固定側と可動側のプレート間の距離となります。
例えば7992.010.036の場合、金型が締まる11mm手前から金型が締まるまでが位置決めされていることになります。
また型が開く際には、型締め時から11mm開くまでが位置決めが保持されていることになります。
耐荷重及び耐熱温度
高精度位置決め部品RFCSは各サイズ耐荷重が設定されています。
これはベアリングがどれだけリテーナに入っているかにより判断されます。
金型のサイズや重量ごとに最適な位置決め部品のサイズや使用数量を下記の表でご確認下さい。
耐熱温度は7990/7992シリーズでは150℃となっております。
更なる高温度で成形する場合は7993シリーズをお勧め致します。
7993シリーズについては、ページ下のバナーより「RFCS 7993シリーズ 高温度金型用モデル」ページをご覧ください。
| 品番 | 耐荷重 [N] (位置決め開始時) | 耐荷重 [N] (型締め時) | 耐熱温度 [℃] |
| 7992.010.036 | 630 | 1,050 | 150 |
| 7990.015.049 | 1,400 | 4,700 | 150 |
| 7990.025.054 | 2,150 | 10,800 | 150 |
| 7990.032.057 | 2,750 | 13,800 | 150 |
| 7990.050.072 | 4,240 | 28,200 | 150 |
注意事項
・1個当たり耐荷重となります。2個使用が基本ですので上記数値の2倍を基準にお考え下さい。
・設計は位置決め開始時耐荷重を基準にお考え下さい。
仕様
| 7990シリーズ | 7992シリーズ | ||
| 材質 | 本体 | 16MnCr5 (d1=15, 25) SUJ2 (d1=32, 50) |
16MnCr5 |
| リテーナー | アルミ合金 | アルミ合金 | |
| ローラー | SUJ2 | SUJ2 | |
| 硬さ | SUJ2(HRC62-64) 16MnCr5(HRC61-63) |
SUJ2(HRC62-64 16MnCr5(HRC61-63) |
|
| 表面粗さ | 外径 | Ra0.4 | Ra0.4 |
| 軸外径 | Ra0.1 | Ra0.1 | |
| 推奨はめあい公差(軸/穴径) | js4/H5 | js4/H5 | |
| 耐熱温度 | 150℃ | 150℃ | |
| 付属品 | [ブッシュ固定用] クランプ2個 M6×16 x2 [本体固定用] M6x55 x1 (d1=15) M8x60 x1 (d1=25, 32) M8x75 x1 (d1=50) |
[ブッシュ固定用] M4x10 x2 [本体固定用] M4x10 x1(皿ネジ) |
|
| 取り付け方法 | 軸 | ネジ止め | ネジ止め |
| ブッシュ | クランプ止め | ネジ止め | |
注意事項
- 位置決めユニットは潤滑剤の使用が必須です。無潤滑での利用はローラーベアリングの摩耗を極端に進めてしまう恐れがあります。
推奨潤滑剤NOKクリューバー社 Microlübe GB0となります。(耐熱温度150℃) - 高温環境及びクリーンルーム、食品機械などへはNSF H1に登録されているBarrielta L55/2 H1がおすすめです。(耐熱温度260℃)
推奨加工条件及び精度
位置精度:0.005mm
直角度 : 100mmあたり0.005mm 以内
平面度 : 0.05mm以内(P/L面の平面度)
温度差 : 5℃以内推奨(固定側及び可動側金型温度)
CADデータのダウンロード
カタログに記載してあるアガトン社のガイド部品(ガイドポスト、ボール/ローラーリテーナ、ガイドブッシュ、位置決め部品)のCADデータは、CADENAS社が提供するCADダウンロードサービス「Part Community」からダウンロードいただけます。
ダウンロード方法の詳細は以下のバナーよりご覧ください。

ユーザーの事例
電子部品業界、光学部品業界、自動車業界など幅広いお客様でご使用いただいておりますが、特に高精度な金型で位置決め部品の寿命が短い金型や生産量の多い量産型、バリが出やすい材質の金型など様々な金型で実績があります。
治具などへの応用例もあります。(3軸タイプマシニングセンターのテーブルなど)
詳しくはお問い合わせ下さい。
お見積依頼からご発注までの流れ・納品について
お見積依頼から納品までの流れと、納期については以下のバナーよりご覧ください。
関連リンク
関連製品の詳細、その他の製品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
関連製品
関連製品の詳細については以下バナーよりご覧ください。



カタログダウンロード・お問合せ
カタログは以下のバナー(左)よりダウンロードいただけます。製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。


※価格についてはお問い合わせページよりお問い合わせください。