ロングストローク金型のリテーナーのズレ対策①
長いストロークの金型やメインガイドなどでは落下防止でスプリングを設置したらかえってリテーナが上方向にズレてしまい、だんだんリテーナーの位置がズレてしまうという事があります。また鋼球に予圧が強く掛かっていても摩耗が進んでくると予圧が低下し、十分な位置決めがされているのにも関わらずリテーナーが下がってくる事があります。リテーナーを狙った所にズレさせずにストロークさせるという事はプレス加工における安定生産において非常に重要です。その対策について紹介致します。
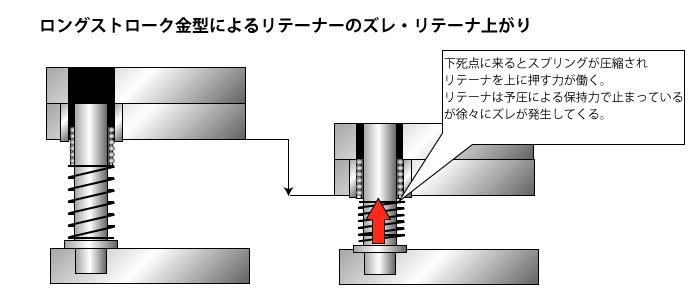
ストロークが長い金型では固定ストッパーを用いてリテーナーを一定の長さ突き出し下死点でボールリテーナーのボールに全て予圧が掛かるようにします。
この際、下死点においてはスプリングが圧縮されているため、上方向に押す力が働きます。
リテーナーにはプリロードが掛かっていて下死点の位置への保持力が働いているためスプリングに押される事はありません。しかしボールリテーナーの予圧は永久的に保たれている訳ではありません。
ボールガイドを長期間使っていれば鋼球は摩耗します。仮に使い始めのボールリテーナーの予圧が10μmだったとして、その予圧を掛けていた時はスプリングに負けていなかったものが、摩耗して5μmの予圧になってしまった場合はリテーナーの保持力がスプリングの上方向に押す力に負けるかもしません。その場合ストロークする位置がズレると上死点に来た時に固定ストッパーへの当たりが強くなってしまい固定ストッパーを破損させる事に繋がります。
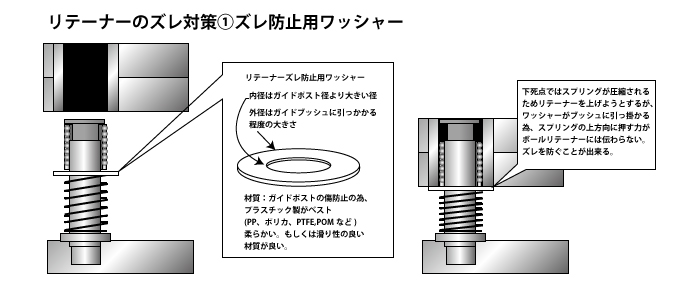
ワッシャーを使った上方向のズレ防止
リテーナーとスプリングの間にワッシャーを挟む案です。図でも記載していますが、ガイドポストにワッシャーを設置し、下死点でスプリングが圧縮された時にこのワッシャーがリテーナーを押し上げようとする事を防止します。
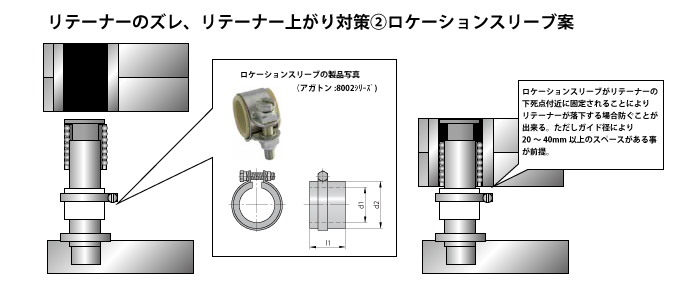
ロケーションスリーブを用いた下方向のズレ対策
「ロケーションスリーブ」を用いたリテーナーのズレ対策です。C形状のプラスチックの筒をバンドで固定する事によりリテーナーが下がろうとした際にこのスリーブが「落下止め」になってズレを防止します。
下の写真及び図はスイス・アガトン社で販売している製品です。20mm~40mmの長さがあるため、ショートストロークの金型ではなく比較的長いガイドに向いています。
リテーナーがズレるのはプレス加工においては非常に問題です。ズレによってリテーナーの鋼球への偏荷重が増え鋼球の摩耗が進んだり、リテーナーがプレートにぶつかって破損が発生したりと小さな問題が大きな問題になる可能性を孕んでいます。しかし紹介してきたようにズレを防ぐ為の部品は比較的安価です。しっかりと対策を施しましょう。
関連度の高い記事
プレス加工とリテーナーのズレ対策① ショートストローク・高速プレス加工のリテーナーのズレ対策
プレス加工とリテーナーのズレ対策③ ロングストローク金型のリテーナーのズレ対策➁
プレス加工とリテーナーのズレ対策④ イモネジを用いたスプリング高さ調整法
プレス加工とリテーナーのズレ対策⑤ ボール or ローラーブッシュ構造でのリテーナーのズレ対策
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。