抜き加工には製品の勝ち負けがある
抜き加工で製品を勝たせなければ安定したプレス生産はできない
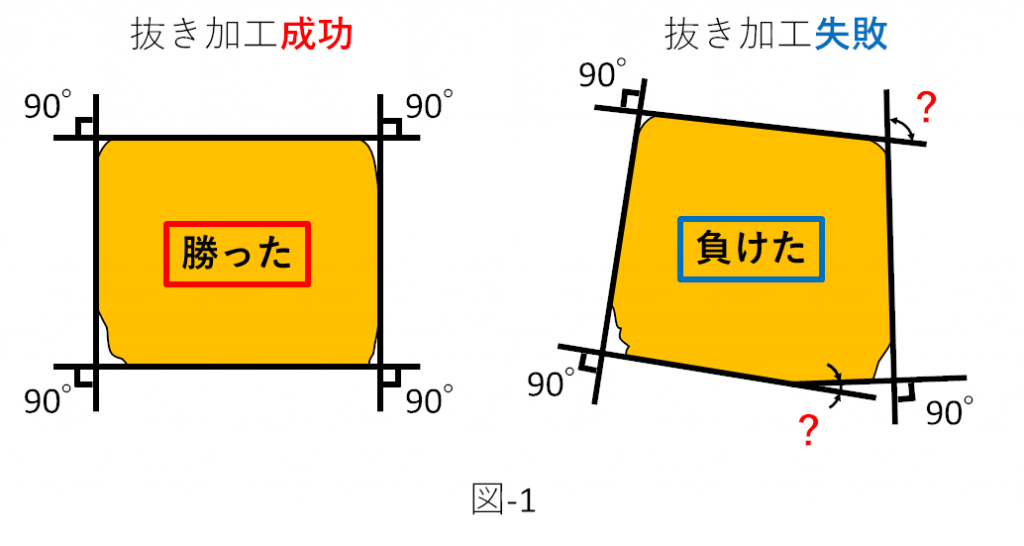
抜き加工の勝ち負けとは、図-1のように抜き加工で製品となる部分の抜き断面形状で「勝った」「負けた」を表現することです。
プレス連続型のレイアウトは、先頭部分に抜き加工があり、その後に曲げ加工などのその他の加工を行っているのが一般的となります。金型技術情報 問題解決編vol.2でも紹介したように、抜き加工が改善(勝つことが)できればその後の曲げ加工の改善にもつながります。
ここでは抜き加工の勝ち負けの事例、その改善方法を紹介します。
抜き加工の勝ち負け事例
抜き加工の勝ち負けを表すプレス加工のレイアウト
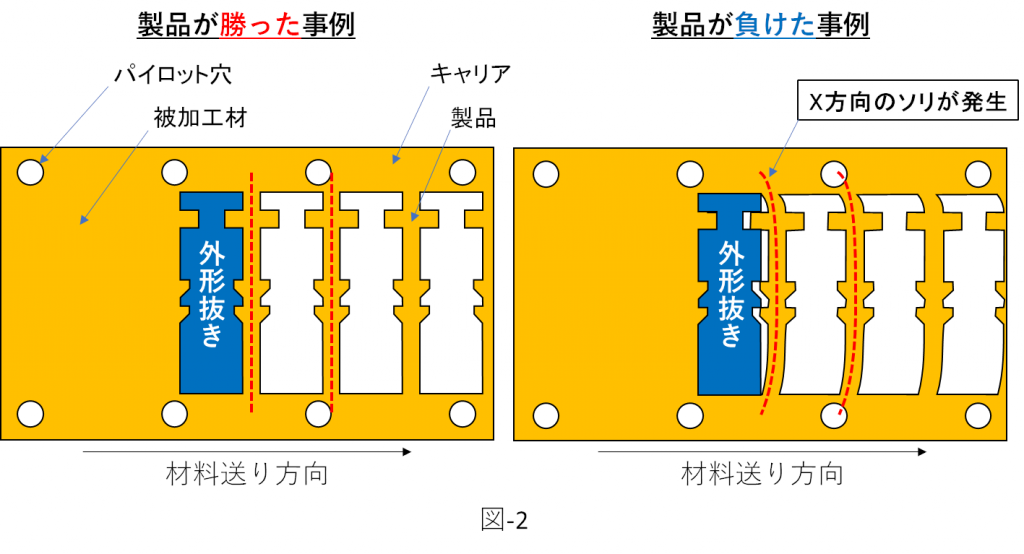
抜き加工の勝ち負けを表すプレス加工のレイアウトは図-2のようになります。
左図は抜き加工を行って製品が勝った事例、右図は製品が負けた事例となります。
製品が勝った場合、製品はソリもなく綺麗に抜き加工ができており(左図の赤点線部)、断面形状は図-1左図の勝った形状となります。
一方製品が負けた場合、製品にX方向の反りが発生し(右図の赤点線部)、断面形状は図-1右図の負けた形状になってしまいます。
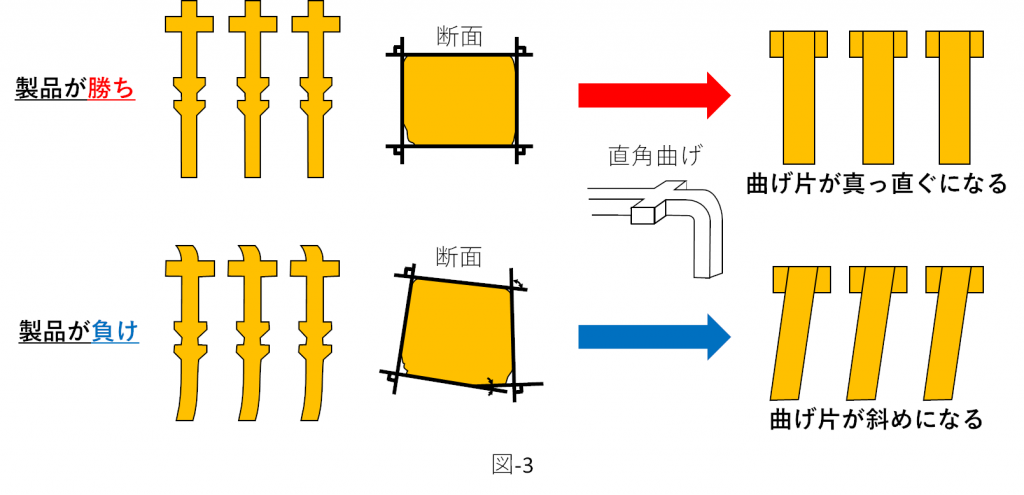
製品が負けた場合の後工程(曲げ加工)
製品が負けた場合、図-3のように曲げ加工にかなり影響を受けてしまい、結果として曲げ形状や寸法がばらつき、生産性の低下や不良品の増加につながってしまいます。
製品を勝たせる方法(改善方法)
製品が負ける=抜きカスが勝つ
図-2右図のように「製品が負けた」状態は、「抜きカスが勝った」状態となります。
製品が負けないように、製品部分を強制的に押さえて防止対策を行う方法もありますが、小型製品の場合この方法は難しいと思います。
そこで製品が負けないようにするのではなく、抜きカスが負けるようにする方法を紹介します。
抜きカスが負ける方法
抜きカスが負けるための方法として、図-2のような場合には抜きカスとなる部分にあらかじめ抜き加工(中抜き)を行っておき、抜きカス側を変形(弱く)させ、製品を勝たせることにつなげます。
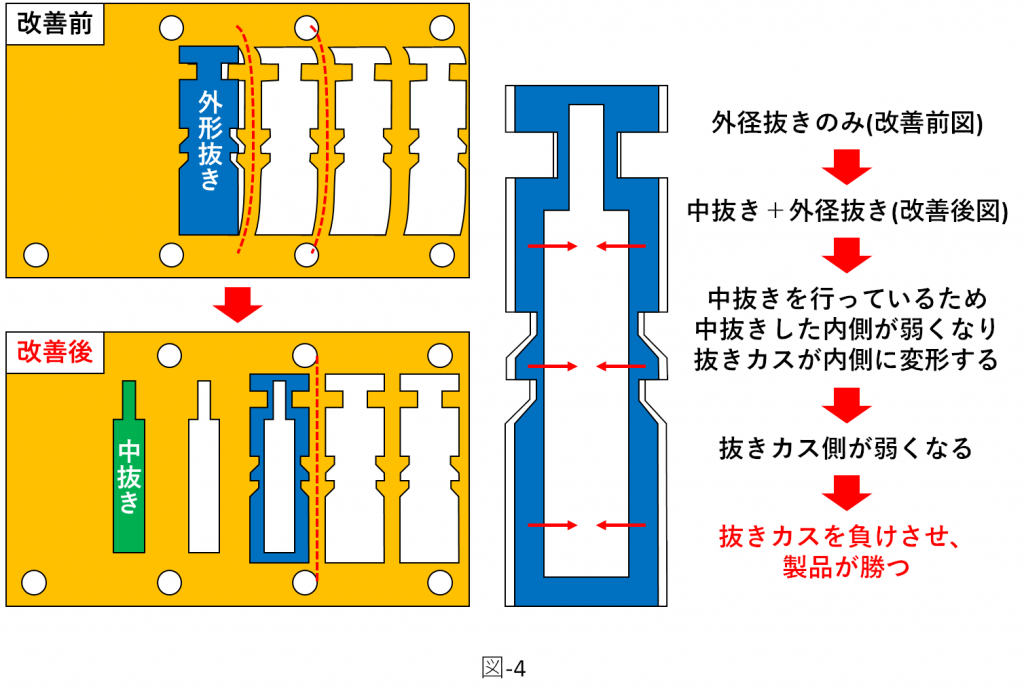
図-4は、抜きカス側にあらかじめ中抜き加工(予備抜き加工)を行うことで、外径抜き加工で抜きカスが中抜き部側(内側)に変形するようにした改善事例となります。
中抜きと外径抜きの寸法設定は、被加工材種や板厚などにより異なってくるため、事前に試験加工などでデータ収集を行う必要があります。
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。