ストリッパ・スプリングの破損
プレス金型には被加工材を押さえる役割を担っているストリッパープレートが設けられています。
このストリッパープレートに被加工材を押さえる力を与えているスプリングの破損対策について紹介します。
ストリッパープレートへのスプリングの理想的な配置については、金型技術情報 問題解決編Vol.2で紹介しています。
こちらも併せてご覧ください。
スプリングの破損
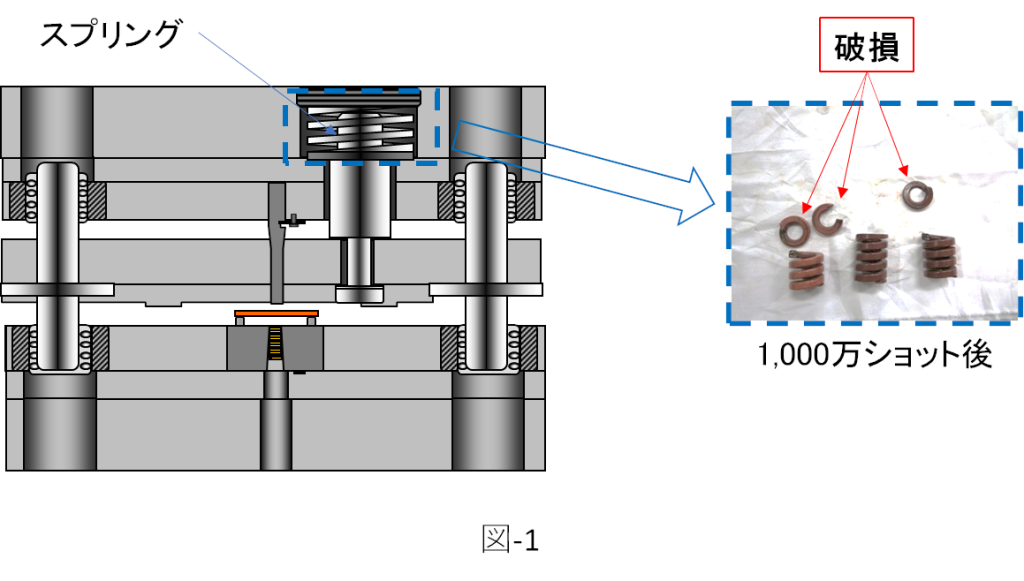
プレス加工を行っている企業であるならば図-1のようなストリッパ・スプリングの破損を経験されているのではないでしょうか。
このストリッパーに用いられているスプリングの破損の特徴は、必ずスプリングの1巻目部分辺りから発生するということです。
さらに困るのは、このようなスプリングの破損を生産中に発見することが難しく(曲げ寸法や形状の異常でわかる場合もある)、定期メンテナンス時にスプリングを取り出して初めて発見するケースがほとんどだということです。
スプリングの破損の原因
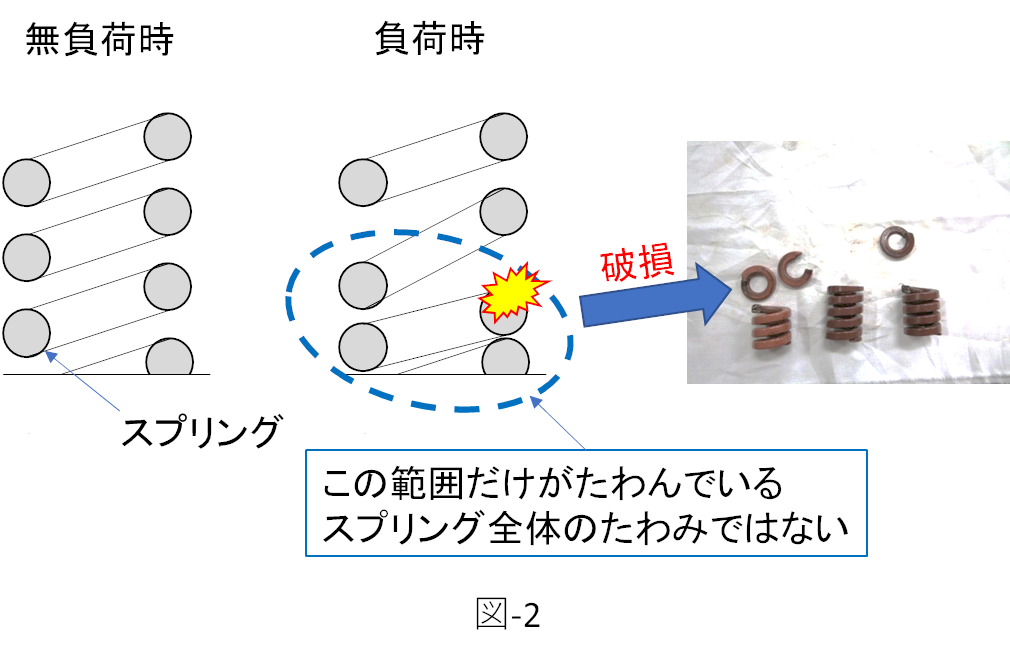
プレス加工の場合には、スプリングの「たわみ頻度」が激しいため、図-2のように設けられているスプリング全体の「たわみ」にならず、1か所に集中しています。
そのため、その部分に集中して熱が発生し、破損につながると考えられています。
スプリングの破損の防止対策
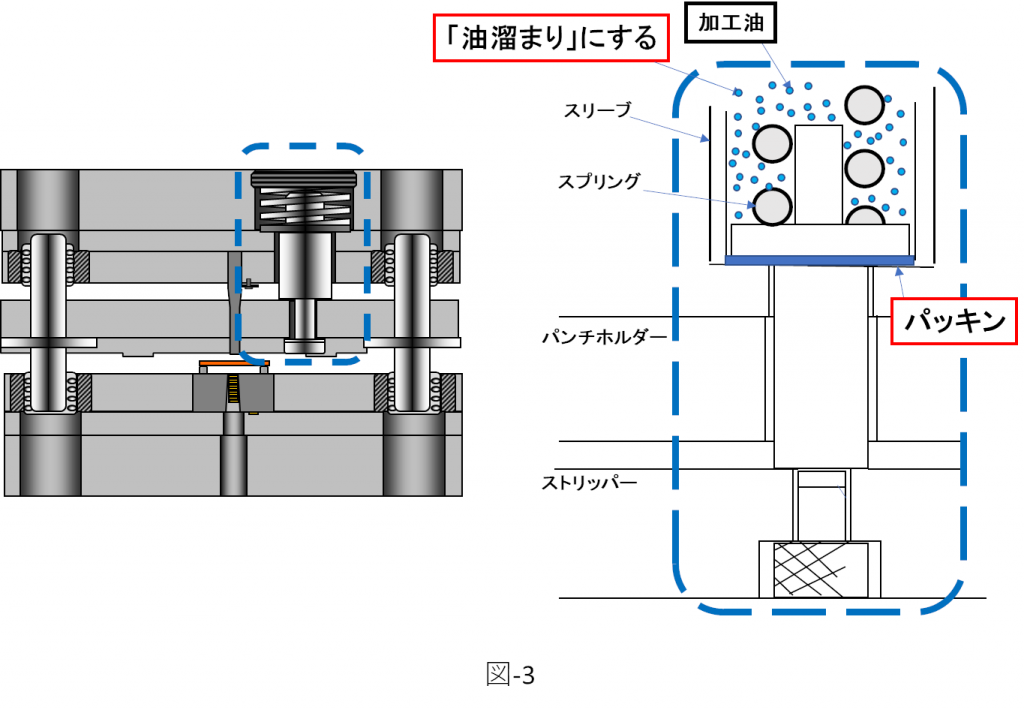
図-3のように、スプリングを設けているエリアをプレス加工油のプールにすることで、スプリングの発熱を抑制し、発熱によるスプリングの破損を防止できます。
ここで使用する油は、プレス加工で被加工材に塗布している加工油を用いることをお勧めします。万が一その油が被加工材に漏れた場合も製品に影響が発生しないことが目的となります。
また、油漏れ防止としてパッキンを用いることをお勧めします。
事例紹介
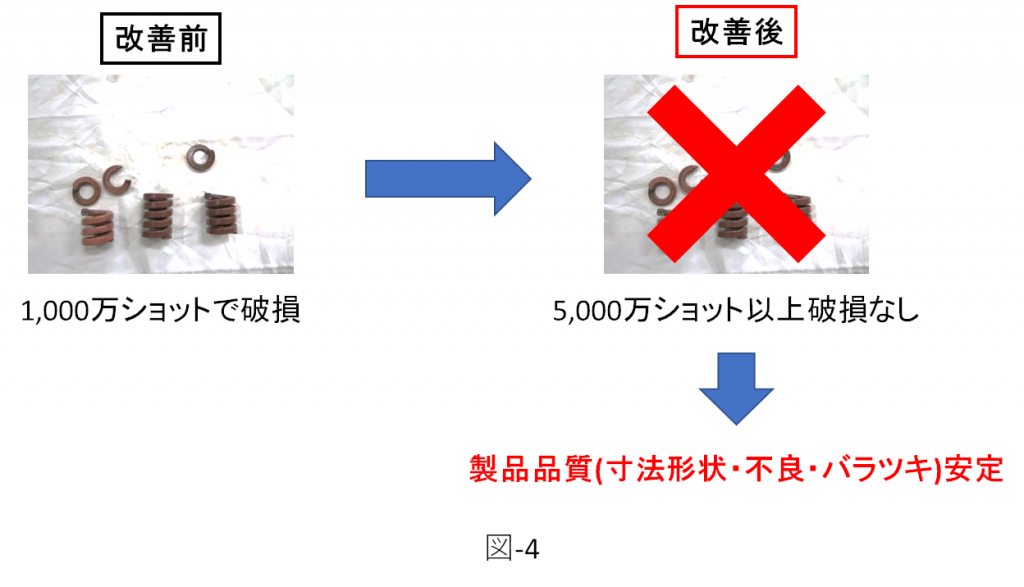
小物電子部品のプレス加工になると2,000~3,000spmで稼働しますが、この破損防止対策を行ったところ全く破損がなくなり、プレス加工品の曲げ加工時の寸法形状・不良やバラツキの悩みから解消されました。
また、従来の1,000万ショットだったスプリングの寿命は、この方法で5,000万ショットでも破損しないことが確認できました。(図-4)
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。