非接触三次元測定機の主な測定原理
高精度な非接触三次元測定機の測定原理には、主に三つの技術が採用されています。
- 全焦点画像顕微鏡は、焦点が合っている部分だけを取り込むことで、精密な三次元データを取得します。
- 共焦点顕微鏡を用いるレーザー顕微鏡は、レーザー光を使用し、表面の微細な凹凸や粗さを高精度に測定します。
- 白色干渉顕微鏡は、白色干渉縞を利用して、光沢のある表面や微小な形状変化を高精度に測定します。
各測定原理は、それぞれ異なる測定対象や得意とする分野があります。そのため、非接触三次元測定機を選定する際には、各技術のメリットとデメリットを考慮することが重要です。
全焦点画像顕微鏡
アリコナ社が採用する全焦点画像顕微鏡法は、別名「焦点移動法」とも呼ばれ、Z軸方向(上下方向)に突出した複雑な形状を精密に測定するために開発された測定技術です。この測定原理は、水平方向(XY方向)の計測※1よりも、Z軸方向の微細な凹凸や粗さの測定に特化しています。粗さはZ軸方向の細かな凹凸として捉えられるため、全焦点画像顕微鏡法は粗さの測定も可能です。
※1 非接触門型三次元測定機µCMMは、XYZ軸を高精度に測定するため、グラナイトで作られたベースとエアベアリングを採用し、各軸に高精度エンコーダを使用しています。このため、水平方向の計測も可能で、XY方向の測定にも優れた性能を発揮します。
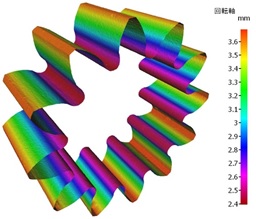
全焦点画像顕微鏡法のメリットとしては、Z軸方向で広範囲にデータを取得できることと、粗さ測定も同時に行える点が挙げられます。Z軸全域にわたり、エンコーダによる高精度な位置検出を行っているため、Z軸方向において広範囲かつ高精度な測定が可能です。
デメリットとしては、表面粗さの値が非常に小さい場合、測定が難しくなることがあります。これは、センサーが表面を正確に認識するためには、ある程度の粗さが必要だからです。
※2 µCMM、アリコナG6、Focus Xでは、センサーの精度が向上しており、表面粗さが極端に小さいサンプルでも測定が可能になっています。
このように、全焦点画像顕微鏡法は、切削工具や自動車のギア、ノズル、シールなどの機械部品、航空機部品、さらには半導体部品の測定に適した測定原理です。
レーザー顕微鏡
レーザー顕微鏡は、表面の微小な凹凸や粗さを測定するために開発された測定機となります。
そのため、フラット面の粗さを測定するのに優れております。
測定原理としては、共焦点顕微鏡法となります。
近年は三次元測定機にカテゴライズされていますが、以前はレーザー顕微鏡という独自のカテゴリーに属する測定機でした。
メリットとしては、フラット面を測定するため、分解能が格段に良い測定原理であると言う事です。
デメリットとしては、三次元測定機として使用する際、Z軸方向での測定範囲が限定される点が挙げられます。これは、Z軸方向の位置決めにピエゾ素子を使用しているためで、通常は2~300µmの範囲内でのみ高精度な測定が可能です。それ以上の範囲を測定する場合、ピエゾ素子をモーターで動かす必要があり、この過程でモーターの精度に依存し、測定精度が低下することがあります。また、Z軸方向のデータをつなぎ合わせる際に、測定原理上、色情報がないため、XYZ座標系のみでのつなぎ合わせが必要となり、このためつなぎ合わせ精度が低下する可能性があります。
水平方向に広い範囲を測定する場合は、測定時間がかかります。
白色干渉顕微鏡
白色干渉顕微鏡も、三次元測定機の一種として、表面の微小な凹凸や粗さを高精度に測定するために開発された装置です。特にフラットな面の粗さ測定に優れており、測定原理としては、位相シフト式干渉顕微鏡法と垂直走査低コヒーレンス干渉法が採用されています。近年、白色干渉顕微鏡はレーザー顕微鏡と同様に、三次元測定機として分類されることが多くなりましたが、かつては独自のカテゴリーとして認識されていました。
メリットとしては、干渉縞を利用することで、粗さのない光沢のある表面や、色調差の少ない表面でも測定が可能であり、平面の歪みや粗さを高精度に測定できる点が挙げられます。
デメリットとしては、干渉縞を用いた測定は、Z軸方向において非常に狭い範囲でしか精度を発揮できないため、平面測定に限定されることが多い点です。近年では、広範囲での画像取得が可能になりつつありますが、その際の測定精度は低下する傾向があります。
以上のことから、各測定原理にはそれぞれ得意とする測定サンプルや表面性状があります。そのため、最適な機種選定を行うためには、まずはご相談いただくことが重要です。事前に専門家と相談することで、効率的にデモを実施し、最も適した三次元測定機を選定することが可能になります。
非接触三次元測定機の測定精度は?
関連リンク
製品ラインナップ、カタログダウンロード、事例集については以下バナーをクリックしてください。
製品ラインナップ、カタログダウンロード
カタログは以下のバナー(左)よりダウンロードいただけます。製品ラインナップは以下バナー(右)よりご覧ください。
(クリックするとページが移動します)

事例集
測定機技術情報の測定事例集(左)、導入事例集(右)は以下バナーよりご覧ください。
(クリックするとページが移動します)

