ガイドブッシュの接着 接着強度を高めるコツ
ガイドブッシュの固定方法は業界によって様々です。鍛造業界や射出成形金型業界では圧入が一般的です。同じ製品を長年に渡ってプレスする金型では定期的な交換が必要であるため、ネジ止めやクランプ止めを多用します。高精度な電子部品の金型では剛性を出すため、芯を出すためや金型の精度を出す目的でガイドブッシュは接着による固定になります。そこでガイドブッシュの接着法について紹介致します。
嫌気性接着剤・はめあい用接着剤
金型用途には、主に嫌気性接着剤が使用されます。「はめあい用接着剤」とも呼ばれます。この接着剤の特徴は、部品に塗布している時には接着剤が硬化することはなく、金型内に組み込まれ、空気に触れなくなると接着剤が硬化し始めることです。この嫌気性接着剤をブッシュの固定に用います。
アガトン社では推奨接着剤としてヘンケル社の接着剤「LOCTITE(ロックタイト)」(以下カタカナ)を推奨しています。以下はヘンケル社のはめあい接着剤のラインナップとなります。

ヘンケル社YouTubeチャンネルより
アガトン社が推奨する接着剤は、はめあいクリアランスが0.15mm以下のロックタイト648および638です。
638 UVははみ出し部などの空気に触れる箇所をUV光を当てる事で固める事が出来ます。
詳しい使用方法やSDSについては、リンクからご確認ください。

クリアランスと剛性の関係
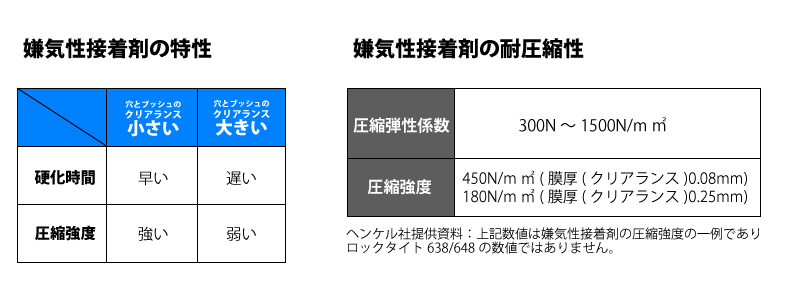
金型のブッシュ取付穴とガイドブッシュとのクリアランスと硬化時間・圧縮強度には以下のような関係があります。クリアランスの設定を変えた結果、どれぐらいの強度があるのかを示したものとなります。
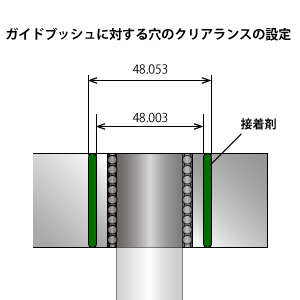
金型用途で使う場合のクリアランスの目安
メーカーによりガイドブッュの寸法公差が違う為、穴の仕上げの寸法は変わりますが、当社の調査では、ブッシュの片側0.02mm~0.03mm, 径全体で0.04mm~0.06mmぐらいのクリアランスがベストと結果が出ています。では図面公差としてはどうすべきかという事になりますが、金型部品メーカーごとに外径公差の設定が違う事を考慮すると以下のようになります。
ブッシュ設置穴の寸法公差:ガイドブッシュの外径寸法+0.05(±0.01)mm
このクリアランスでの硬化時間はおおよそ1時間~1時間半程度です。嫌気性接着剤の硬化速度は使用環境によって変化し温度が低いほど遅くなります。冬の時期は硬化時間を長めにとるようにします。金型製造部の作業者のニーズとしては組付け部品が多いため接着剤の硬化時間が早すぎると困ります。でも硬化時間が遅すぎると納期にも影響するので早すぎず、遅すぎずというタイミングが求められます。かつ金型の用途としての剛性は保ちたいというバランスも要求されます。上記のクリアランスはそうした作業者ニーズを満たす設定となります。金型の穴加工はパンチやガイドポストの圧入箇所などを測定しつつ圧入量なども考慮の上して加工するので非常にシビアですが、ブッシュの接着穴加工はそこまで難易度は問われません。ただ接着した時のブッシュの位置決めが金型全体のパンチやダイの位置精度をキープしている必要があります。一般的にはノックピンでパンチプレートやストリッパープレートを位置決めして接着前の段取りとしての位置決めをします。(ノックピンの代わりにミニチュアボールガイドを使う方法もあります。)。ガイドブッシュの接着は位置決めの重要な工程となるため、注意が必要です。
お問い合せ・ご相談
この記事についてご不明点・ご質問等ございましたら右リンクのお問い合わせページよりお気軽にお問合せ下さい。ZoomやTeamsなどのオンラインでのご相談も承ります。
関連リンク
アガトン社ガイド部品・技術情報、カタログダウンロード、及びお問合せについては以下バナーをクリックしてください。
カタログダウンロード・お問合せ
カタログは以下のバナー(左)よりダウンロードいただけます。製品に関するご不明な点、ご質問、およびお見積り依頼は以下のバナー(右)よりお気軽にお問い合わせください。


※価格についてはお問い合わせページよりお問い合わせください。